




如今,光纖激光器已經成功吸引了眾(zhong) 多工業(ye) 領域內(nei) 激光器用戶的注意。在焊接、標記和切割應用中,光纖激光器成為(wei) 標準化配置,並且值得我們(men) 注意的是,這一過程發生在很短的時間內(nei) 。不過在渦輪發動機組件溢出冷卻孔的鑽孔應用上,光纖激光器遇到了難題。本文將探討其中的原因,並且更重要的是為(wei) 讀者介紹Nd:YAG激光器在這一複雜加工工藝中的最新應用,相信可以令激光器用戶耳目一新。
Nd:YAG激光器鑽孔工藝
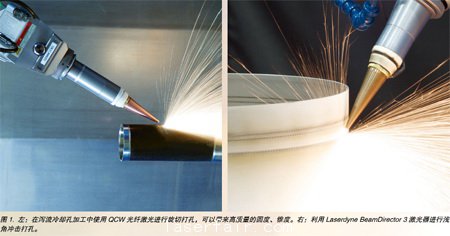
Nd:YAG激光鑽孔可以加工出非常小而且非常精密的孔,這些孔可以與(yu) 表麵成法角或極端角度,可以是各種形狀、各種方向,並且適用材料的範圍也很廣泛,包括難以加工的航天合金。例如,Prima Power 北美公司旗下的Prima Power Laserdyne公司在全球範圍內(nei) 安裝了超過750台航天製造專(zhuan) 用激光係統。通常使用的是高功率(平均功率為(wei) 200~400瓦)脈衝(chong) Nd:YAG激光器,通過衝(chong) 擊打孔(圖1)或旋切打孔來完成加工。在激光鑽孔工藝中,高功率密度通過0.05 毫米至0.75 毫米的聚焦光斑尺寸實現。
衝(chong) 擊打孔是指激光器發出一束或多束激光脈衝(chong) ,同時激光光束和加工部件保持固定。是否需要多束脈衝(chong) ,這由要加工的孔的深度來決(jue) 定。衝(chong) 擊打孔的另一個(ge) 類型是飛行鑽孔,它是用固定的激光器向加工部件發出激光脈衝(chong) ,同時旋轉加工部件。孔的位置由旋轉速度和激光脈衝(chong) 頻率決(jue) 定,它們(men) 成函數關(guan) 係。如果要求多束脈衝(chong) ,可使用相關(guan) 軟件(例如由Laserdyne公司的CylPerf軟件)來使部件的運動和激光脈衝(chong) 保持一致,並確保每一束脈衝(chong) 都準確地作用在要求的位置上。通過改變激光脈衝(chong) 能量可以來調整脈衝(chong) 頻率、鏡頭焦距、鑽孔的尺寸和錐度來滿足所需要的孔的設計要求。
另一種鑽孔工藝是旋切打孔。在旋切打孔時,加工部件保持固定,同時激光光束移動並通過切割形狀來形成孔洞。這種“鑽孔”方式通常用於(yu) 同時進行衝(chong) 擊和鑽孔的應用。而超精密、可重複激光定位係統的出現,使得我們(men) 可以進行這種獨特、精準的旋切打孔。
激光器的平均功率由脈衝(chong) 頻率和脈衝(chong) 能量來決(jue) 定,而功率又受到激光器的工作周期所限製,在這一工作周期中激光器的性能不會(hui) 下降。衝(chong) 擊打孔通常使用<100 瓦至400 瓦的平均功率。而選擇好脈寬可以優(you) 化鑽孔的質量。較短的脈寬可能會(hui) 限製單束脈衝(chong) 可實現的最大能量;典型的脈寬範圍為(wei) 0.5~2 ms。
脈衝(chong) 能量可以來區分鑽孔激光器與(yu) 應用在其他加工類型的激光器。較高的脈衝(chong) 能量會(hui) 使得鑽孔速度更快,但可能會(hui) 對孔的質量帶來負麵影響。一般而言,所需的脈衝(chong) 能量由實驗結果、材料厚度、組成成分以及所需要的孔的直徑來決(jue) 定。
對於(yu) 某一特定的激光器,聚焦透鏡將決(jue) 定光斑大小。在衝(chong) 擊打孔中,光斑大小與(yu) 要鑽的孔的直徑有關(guan) :對於(yu) 較薄的材料(<0.5 毫米),光斑大小基本等於(yu) 孔的直徑;而隨著金屬厚度增加,衝(chong) 擊打孔可以鑽的孔的直徑範圍逐漸縮小。此時,就輪到旋切打孔(圖2)粉墨登場了。

在加工應用於(yu) 航空器及陸地上(發電)的渦輪發動機組件中使用激光鑽孔技術已有差不多45年的曆史了。對汽車工程師、過濾設計師以及醫療設備製造商而言,激光鑽孔已經成為(wei) 其加工部件時不可或缺的重要技術。
#p#副標題#e#
光纖激光鑽孔的初期研究成果
Yb光纖激光器是最常用於(yu) 材料加工應用的一種光纖激光器。最初它們(men) 是作為(wei) 連續波(CW)激光器而被開發出來的,後來雖然增加了脈衝(chong) 功能,但是峰值功率仍與(yu) CW平均功率保持一致。這有利於(yu) 切割和焊接應用,但是卻限製了激光鑽孔的效率。常用的Nd:YAG激光鑽孔的峰值功率可達50 千瓦,而許多應用的脈衝(chong) 峰值功率一般為(wei) 20~35 千瓦。
位於(yu) 馬薩諸塞州牛津市的IPG Photonics應用實驗室安裝了Laserdyne 795係統後,人們(men) 重新燃起了對Yb光纖激光器應用的興(xing) 趣。實驗證明,用20 千瓦的CW光纖激光器進行衝(chong) 擊打孔和旋切打孔,可以得到質量很理想的孔。這一初步成功使得Laserdyne Champlin應用實驗室又安裝了15 千瓦CW Yb光纖激光器,來專(zhuan) 門用於(yu) 鑽孔研究。
他們(men) 的研究旨在獲取實際鑽孔應用中的額外數據,並且確定下一步所需要的激光器的尺寸。但是Yb光纖激光鑽孔應用還存在一個(ge) 重要的問題——激光器的成本。雖然光纖激光器能帶來很多好處,但是它的成本要高出5倍多;所以在實際生產(chan) 加工領域中這一技術可能行不通。
另一種備選方案是用準連續波(QCW)激光器來加工,它的售價(jia) 成本與(yu) Nd:YAG激光器一樣。所需的QCW激光器尺寸範圍可以通過一係列測試來決(jue) 定。
研究結論
目前這一階段的研究的最終結論如下:
可以利用與(yu) Nd:YAG激光器參數最為(wei) 接近的其他光纖激光器進行鑽孔,並通過一係列參數選項來提高產(chan) 量和/或孔的質量。
提高光纖激光器的光束質量,可以提高功率密度和降低光斑大小,從(cong) 而可以極大地影響冶金結果。
對帶有熱障塗層(TBC)的材料進行鑽孔,結果顯示分層性能得到極大改善。
旋切打孔比衝(chong) 擊打孔更為(wei) 經濟,而且旋切打孔的幾何學、冶金學結果要比後者更好。不過,質量雖然提高了,可是產(chan) 量卻會(hui) 下降。衝(chong) 擊打孔的速度是1孔/秒,而用旋切打孔來鑽同樣的孔卻需要3秒,飛行鑽孔的速度可以達到3孔/秒,同時還能保持同樣的孔的質量。
有這樣一種可能:用非常規的鑽孔參數可以得到不錯的結果。例如,在1.45毫米厚的TBC塗層材料上鑽直徑為(wei) 0.5毫米且與(yu) 表麵成30°角的孔,利用8ms的單束“長”脈衝(chong) 來鑽孔可以實現0.10秒的速度。
使用9~12 千瓦範圍內(nei) 的QCW激光器可以提高鑽孔的效率。事實上,當公布這一研究成果後,有一些有激光鑽孔需求的公司對此進行了深入研究。這些研究最終讓美國和歐洲的許多公司訂購這一激光係統。
雖然研究結果是振奮人心的,但仍有一些尚待解決(jue) 的問題。其中最重要的一個(ge) 問題就是,在進行衝(chong) 擊打孔和飛行鑽孔時,如何控製好孔的尺寸。這將是下一輪研究和測試所關(guan) 注的一個(ge) 部分。
對這一項目感興(xing) 趣的可以閱讀完整的報告。初始研究結果在以下地址:https://www.primapowerinterface.com/fldp/index.html,其中還包括作者的音頻。研究結果促使Laserdyne應用實驗室購買(mai) 了一台12千瓦QCW激光器以進行持續的應用研究。這些實驗尚在進行中,並將會(hui) 以類似的方式進行報告。
Peter Thompson是Prima Power Laserdyne(www.primapower.com)的技術總監,Mark Barry(mark.barry@primapower.com)是該公司銷售和市場副總裁。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們