




在許多領域中,例如船舶製造、設備和儀(yi) 器、管道施工中,使用工業(ye) 焊接設備的用戶都希望產(chan) 品具有高性價(jia) 比和穩定的性能。為(wei) 了滿足這些要求,需要不斷開發出更先進和創新的設備,這經常會(hui) 成為(wei) 決(jue) 定“成敗”的一個(ge) 因素。而當涉及到高強度鋼時尤為(wei) 如此。
在熔焊技術中,高焊接速度和良好的焊縫搭橋能力是首要的目標。然而,常規的連接工藝,例如氣體(ti) 保護焊(GMAW),其物理學限製經常會(hui) 阻礙這兩(liang) 個(ge) 目標的同時實現。激光混合單絲(si) GMAW弧焊和雙絲(si) 焊接已成功使用,這大幅拓展了應用領域。將電弧與(yu) 激光束結合在一起,可能會(hui) 幫助熔焊在性能和質量上實現大的飛躍。
本文介紹了在船舶製造領域中的焊接應用,例如將球扁鋼作為(wei) 加強筋連接到腹板。對實際船舶製造中用的鋼種和部件進行的焊接試驗可以證明,固態激光-GMA複合焊接工藝可以實現高重複性和高質量的結果。目前,固態激光-GMA複合焊使用了極為(wei) 先進的複合焊接頭,可以節約成本,是替代埋弧焊(SAW)的一種高效高質量的選擇。
激光-GMA複合焊接在管道中的應用
半自動氣體(ti) 保護焊(GMAW)目前應用於(yu) 生產(chan) 陸上與(yu) 水下管道。單位長度焊接時間通常由焊道的數量來決(jue) 定,隨著管道壁厚的變化而變化。
管道行業(ye) 一直在嚐試降低運行成本,這一努力促使了先進的創新技術投入實際應用得以實現。例如,更高強度的母材像API 5LX-80及以上(允許相當大幅度的壁厚減少)已應用於(yu) 現代管道的鋪設。雙絲(si) GMAW焊接(GMAW- tandem)便是一個(ge) 很好的例子,它結合了先進焊接工藝的優(you) 點同時提高效率和質量。以Nd:YAG激光器來替代通常使用的CO2 激光器,兩(liang) 種類型的激光產(chan) 生的焊縫尺寸和生產(chan) 效率極為(wei) 相似。
參考資料提供了關(guan) 於(yu) CO2 激光焊接API 5L X80 管線鋼的有價(jia) 值信息。其中,實際焊接試驗使用了12kW的CO2 激光來實現壁厚為(wei) 13mm的I(方)形坡口對接接頭的自焊。單麵和雙麵操作模式的焊接速度分別為(wei) 0.75和1.65 m/min。焊接接頭的塑性、強度和韌性都很出色。該參考資料隨後介紹了一種能大大降低高昂的焊接成本的方法,這其實正是管道總體(ti) 費用中的一個(ge) 主要組成部分。值得一提的是,該行業(ye) 一直努力探索,在不影響工程質量的前提下提高效率的方法,而應用先進的焊接工藝極有可能幫助實現上述目標。管道施工中的焊接成本主要由兩(liang) 個(ge) 方麵決(jue) 定:根焊以及填充和蓋麵焊。
實驗設置和焊接結果
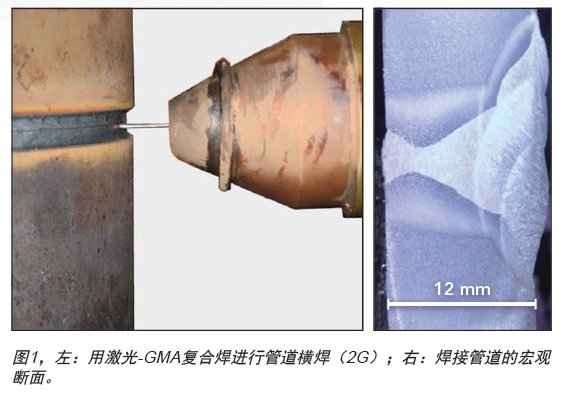
試件的直徑為(wei) 190 mm,壁厚為(wei) 12mm。根焊無需襯墊即可實現,焊接速度為(wei) 70 cm/min。大約三分之二的槽截麵由根部焊道組成;隻有第二層由三個(ge) 焊道組成,焊接速度為(wei) 140cm/min,這是實現整個(ge) 焊接所必需的。見圖1中的右圖。
在車間裏使用該係統反應結果良好。不過,這一概念僅(jin) 限於(yu) 鐵磁材料,例如鐵基合金或鋼。
船舶製造中的激光-GMA複合焊在船舶製造中,球扁鋼型材經常用於(yu) 增加組件和截麵零件的剛度,平均加強筋厚度介於(yu) 4.0和8.0mm之間。到目前為(wei) 止, 最廣泛使用的焊接工藝是埋弧焊(SAW)。然而,需要克服的問題就是大線能量和低或中等的焊接速度,這會(hui) 引起翹曲和扭曲,從(cong) 而需要大量的返工,例如火焰矯形。在這方麵的最佳解決(jue) 方案是使用激光光束,但是製備及預組裝所產(chan) 生的公差會(hui) 影響到激光的單獨應用。激光-GMA複合焊接可以解決(jue) 這些問題。德國Papenburg的Meyer Werft船廠安裝了CO2 激光-GMA複合焊接係統,並使用了很多年,這足以證明它可以在工業(ye) 中得到成功應用。對於(yu) 這類製造行業(ye) ,通常用T形接頭角焊縫來焊接加強筋。下一部分描述了用固態激光對上述加強筋型材進行單邊全焊透。
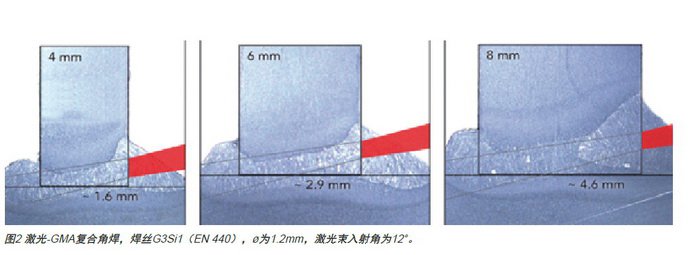
加強筋厚度的變化
宏觀斷麵。必須特別注意熔合區中標記出的明亮區域。在給定條件(見表1) 下,加強筋厚度不同,該區域會(hui) 相應發生變化。這個(ge) 區域代表的是單位體(ti) 積, 亦即在焊接過程中被融化的部分。可以通過擴大激光光束的光斑直徑來減少這個(ge) 區域。不過正如我們(men) 所知道的那樣, 這可能會(hui) 降低熔透深度和/或焊接速度, 所以需要提高激光功率以做補償(chang) 。因此,在整個(ge) 焊接工序中如何平衡好激光功率、熔敷速度和焊接速度之間的關(guan) 係是非常重要的。
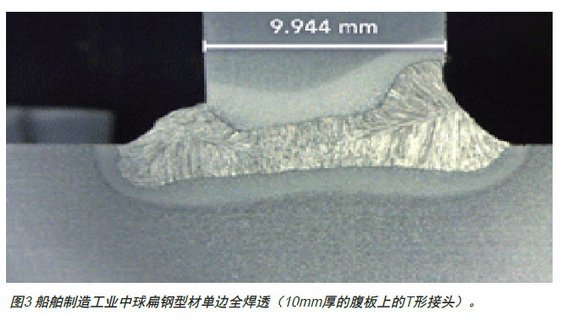
圖3顯示了船舶製造工業(ye) 中球扁鋼型材T形接頭單邊全焊透,腹板厚度約為(wei) 10mm(表2)。激光光束與(yu) 水平板成12°的入射角,GMAW焊槍傾(qing) 角為(wei) 45°。
小結
新的激光-GMA雙絲(si) 複合焊接技術將激光混合單絲(si) GMAW弧焊與(yu) GMA雙絲(si) 焊技術結合在一起,可以獲得極大的好處。這一新的技術概念擴大了焊接的應用範圍,特別是原來單純的激光焊接在某些行業(ye) 的應用中存在著一些物理學方麵的限製,或傳(chuan) 統的單絲(si) 激光複合焊不能實現某些高的焊縫性能,現在都可以解決(jue) 了。目前已證實了這一頂尖的工藝可以降低在激光電源上的投入,並通過降低焊接周期時間來減少運行費用, 且提高了速度。而關(guan) 於(yu) 焊縫的質量方麵,焊件的機械和冶金性能都得到了提高,不過選擇合適的耗材對於(yu) 提高冶金性能來說也很重要,同時,調整好外圍參數例如送絲(si) 速度和焊接速度對於(yu) 提高機械性能也很關(guan) 鍵。
本文介紹了船舶製造領域的焊接應用,例如將球扁鋼作為(wei) 加強筋連接到腹板。通常使用的埋弧焊往往會(hui) 導致翹曲和扭曲,從(cong) 而使得需要大量的返工,例如火焰矯形。這會(hui) 產(chan) 生額外的費用。而使用固態激光-GMA複合焊接可以同時降低成本及提高質量,並可適用於(yu) 所有的接頭。
要想成功實施高功率(≤10kW)固態激光-GMA複合焊接,焊接頭是關(guan) 鍵中的關(guan) 鍵。通過借鑒船舶製造工業(ye) 中的實踐經驗,可以實現能完全滿足特定需求的產(chan) 品。對實際船舶製造中用的鋼種和部件進行的焊接試驗可以證明,固態激光-GMA複合焊接工藝可以實現高可重複性和高質量的結果。因而,使用了極為(wei) 先進的複合焊接頭的固態激光-GMA複合焊接,相比埋弧焊(SAW)來說可以降低成本並提高質量。
作者:Herbert Staufer
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們