




德國的船舶製造廠正處在日益增加的競爭(zheng) 壓力之下。包括中國、韓國和日本在內(nei) 的亞(ya) 洲船舶製造大國早在2011年就已經將其在全球供應中所占份額提升至93%,德國僅(jin) 占1%,跌至第8位。這一競爭(zheng) 壓力迫使德國的船舶製造廠在過去幾年中停止了製造集裝箱運輸船,轉而集中精力製造遊艇、郵輪、海洋船舶和特殊船舶。但是其競爭(zheng) 對手,特別是來自亞(ya) 洲的對手,也開始進入這些領域。國際競爭(zheng) 壓力和德國的工資水平(德國是高工資國家)使得德國的船舶製造廠迫切需求創新和高效的生產(chan) 技術,以在這個(ge) 市場中獲得成功。
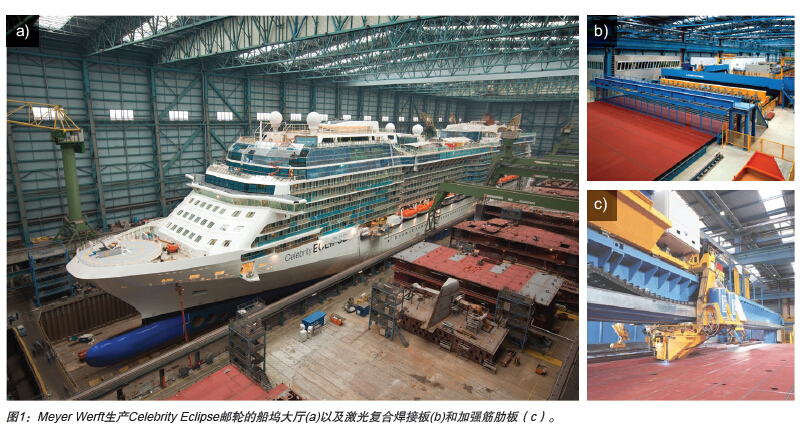
位於(yu) 德國Papenburg的Meyer Werft 船舶製造廠是始建於(yu) 1795年的家族式企業(ye) 。最初由製造捕魚和引航船到集裝箱運輸船和渡輪,然後轉變成郵輪(圖1)的頂尖製造商。他們(men) 有今天的成就, 與(yu) 始終把不斷改進生產(chan) 工藝作為(wei) 發展的第一要務有必然關(guan) 係。2000年,Meyer Werft成為(wei) 第一家引進激光複合焊來製造板材的造船廠(長度高達20米),然後其他的歐洲船廠例如Fincantieri和Aker Finyards也緊隨其後采用這種方法。這一技術的使用極大縮短了生產(chan) 時間(極高的焊接速度和焊縫深度),並降低了後續費用(較小的熱變形)。自從(cong) 開始實施激光複合焊以來,這個(ge) 行業(ye) 的趨勢是朝著使用固體(ti) 激光器加工更大幅的板材、更高的板材厚度的方向發展。為(wei) 此,Meyer Werft船舶製造廠一直精心運營其具有頂尖研究實驗室的研發部門,並與(yu) 研究機構例如德國亞(ya) 琛工業(ye) 大學ISF焊接和連接研究所(ISF Welding and Joining Institute)進行密切合作。激光複合焊已經成為(wei) Meyer Werft最重要的焊接技術(目前使用三台碟片激光器和五台CO2 激光器),他們(men) 最大的遊輪(350米長、40米寬)的激光複合焊接接縫大約有450公裏長,最大的板材尺寸是30×25米。
在公眾(zhong) 資助項目“帶傳(chuan) 感器的全機械式立向下焊(FaSek)”中,亞(ya) 琛ISF研究所、Meyer Werft船廠和Flensburger S c h i f f b a u 船廠(F SG, 位於(yu) 德國的Flensburg)一起合作研究將激光複合焊接的應用範圍擴展到牆體(ti) 結構的立向焊接任務。他們(men) 的目標是開發一種焊接係統,使其具有高焊接速度、高度機械化、熱變形低、具有焊接間隙搭橋能力並允許等離子切割工件等優(you) 點。這種焊接工藝將能完全取代目前使用的手動立向上焊接,後者采用的是氣體(ti) 保護金屬極電弧混合焊(GMAW)工藝,不僅(jin) 非常耗時,並且成本頗高。
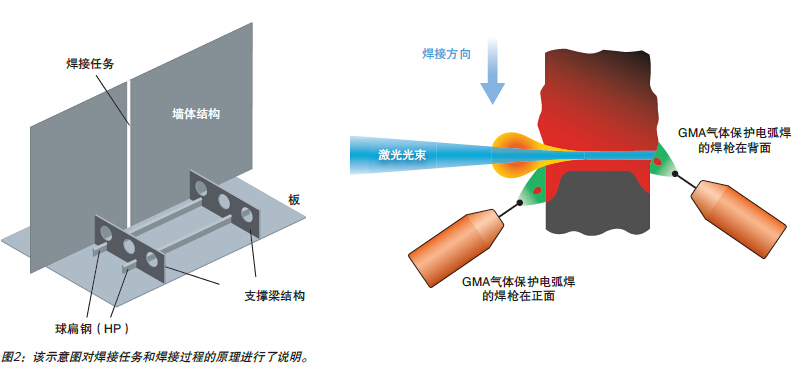
焊接任務(圖2)包括最大長度為(wei) 4米、板厚為(wei) 5-7毫米(Grade A)和等離子切割邊緣的立焊縫(對接和角接焊縫)。裝夾、定位點和熱變形等因素讓焊接間隙在0-3毫米之間變化。焊接過程包括兩(liang) 個(ge) 雙麵並行的氣體(ti) 保護焊(Cloos Qineo Pulse 450,脈衝(chong) 電弧)過程和一個(ge) 激光焊接(TRUMPF碟片激光器)過程。通過設置GMAW與(yu) 激光焊接之間的距離,該複合過程可以在工件的正麵或背麵進行。激光焊接帶來的高穿透深度可防止在根部發生不完全熔透現象。另一個(ge) 關(guan) 鍵的缺陷是在側(ce) 壁的不完全熔透。根據等離子切割邊緣和焊縫的幾何形狀,可以通過激光光束振蕩來防止這些缺陷的產(chan) 生。啟用交流電機驅動的掃描鏡(ILV掃描儀(yi) )來實現與(yu) 焊接方向成直角的振蕩。焊縫跟蹤係統(Precitec LPF)的加入使得能夠進行自動焊縫的跟蹤,以及焊縫寬度的在線測量。該焊縫跟蹤係統由光纖傳(chuan) 感器、校正軸和控製單元組成。根據這些數據和焊縫寬度來選擇焊接參數。焊接試驗的結果表明,FaSek項目中開發的焊接係統能完成上述焊接任務。實施立向下焊時若要獲得足夠的過程可靠性,關(guan) 鍵的因素在於(yu) 控製熔池的體(ti) 積和粘度。必須仔細設置焊接及幾何參數(特別是GMAW與(yu) 激光焊接之間的距離),以防止焊縫金屬的電弧過程發生燃燒,後者會(hui) 導致缺陷的產(chan) 生,例如熔透不完全和高的焊渣飛濺率。
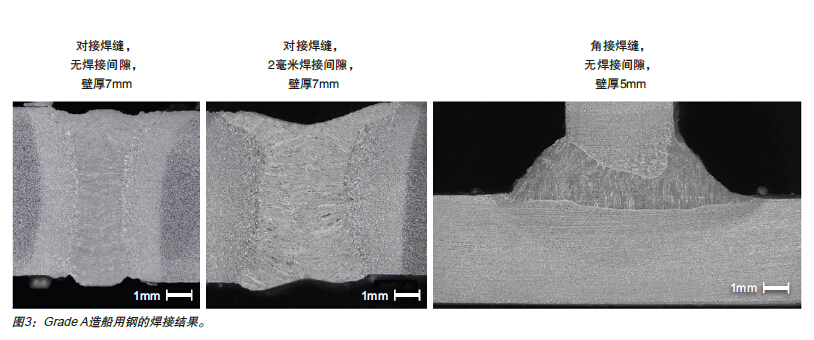
焊接試驗表明,可以將激光焊接與(yu) 背麵GMAW進行適當地複合,並在它們(men) 之間設置足夠的距離。造船用鋼的特殊底漆可以防止其免受腐蝕,在焊接部位的邊緣要移除它,以防止產(chan) 生缺陷,例如多孔現象。如果對接焊縫和角焊縫(全厚焊接)的焊接間隙寬度不超過2毫米(圖3),那麽(me) 就可以保證整個(ge) 過程的安全性。激光焊接的高穿透深度能避免根部熔透不完全,特別是在焊縫寬度為(wei) 0毫米的情況下。激光光束的振蕩會(hui) 阻止焊縫邊緣的熔透不完全,但是不可能提高送絲(si) 速度,這是由於(yu) 溶池體(ti) 積的限製。如果要實現過量的焊縫金屬,那麽(me) 有必要對第二層進行GMAW氣體(ti) 保護焊。進一步地還可能使用等離子切割邊緣,並且因而不需要額外的焊接接頭準備。此外,由於(yu) 板兩(liang) 邊的能量輸入均一並且同步,因此熱變形非常低。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們