




鈑金機箱設計和加工都是比較複雜的,它在製作的時候需要把一些金屬的薄板通過工具使它變形,設計成客戶需要的形狀和尺寸。而在這一過程中,需要通過焊接等方式把一些零件進行加工處理,達到設計目標要求,那麽(me) 焊接工藝就顯得尤為(wei) 重要。
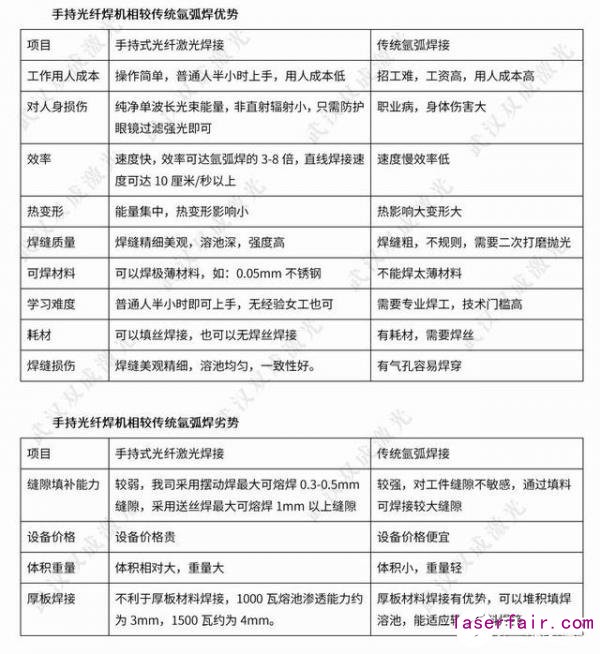
現代鈑金機箱機櫃加工行業(ye) 的生產(chan) 工藝已經飛速發展,在機箱機櫃焊接操作中有居多嚴(yan) 格的焊接要求,例如不允許有焊渣、變形、燒穿、凸起和凹陷等,焊接要求整齊均勻,牢固可靠。傳(chuan) 統氬弧焊接已經跟不上日漸擴大的市場需求,也滿足不了客戶對產(chan) 品的“美與(yu) 質”兼得的工藝要求,氬弧焊速度慢,效率低,變形大,人工成本高,注定這種焊接工藝要被激光焊接所取代,因為(wei) 激光技術的飛速發展,激光焊接速度更快,效率更高,變形量小,人工成本低。
機箱機櫃的材料有不鏽鋼、鋁、銅,一般鋼材料厚度1mm-3mm,常用厚度為(wei) 1.5mm,鋁材料厚度一般2mm-3mm。殼體(ti) 應是連續金屬體(ti) ,一般可采用板材連續焊接或鑄造加工成型。骨架構件的拚接不應影響殼體(ti) 表麵的連續性。這些厚度的材料尤其適合光纖激光焊接,光纖激光焊接機在機箱機櫃行業(ye) 中得到廣泛的應用。
光纖激光焊接機也叫光纖傳(chuan) 輸激光焊接機,光纖傳(chuan) 輸激光焊接機是將高能激光束耦合進入光纖,遠距離傳(chuan) 輸後,通過準直徑直為(wei) 平行光,在聚焦於(yu) 工件上實施焊接的一種激光焊接設備。對焊接難以接近的部位,行柔性傳(chuan) 輸非接觸焊接,具有更大的靈活性。激光束可實現時間和能量上的分光,能進行多光束同時加工,為(wei) 更精密的焊接提供了條件。適合大多數工件焊接,通用性強,已廣泛應用於(yu) 五金器材等行業(ye) 。
武漢雙成激光致力於(yu) 激光前沿應用技術的探索與(yu) 普及,雙成激光研發生產(chan) 的工業(ye) 級第六代手持激光焊接機焊接速度和效率是傳(chuan) 統氬弧接的5-10倍,熔深可調,焊寬可調,還可進行不同材料的複合焊接,焊接熱影響區域小,變形量極小;輕鬆焊接傳(chuan) 統焊接難以完成的不鏽鋼、鋁、鍍鋅板、黃銅以及超薄材料。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們