




導讀: 自從(cong) 激光問世 ,人們(men) 就開始研究如何把激光作為(wei) 工具來對材料進行加工。早在上個(ge) 世紀70年代,汽車工業(ye) 就開始嚐試用激光來進行材料加工。
自從(cong) 激光問世 ,人們(men) 就開始研究如何把激光作為(wei) 工具來對材料進行加工。早在上個(ge) 世紀70年代,汽車工業(ye) 就開始嚐試用激光來進行材料加工。在工業(ye) 上第一個(ge) 用激光進行塑料焊接實際應用的是1998年Marquardt公司用半導體(ti) 激光器批量製造電子汽車鑰匙,黑色聚合物 (PA)材料的鑰匙蓋子被焊接到同樣是黑色但對激光波長透明的PA鑰匙殼上。
根據分子結構塑料可分為(wei) 三種:熱塑材料,熱固材料和合成橡膠。目前對熱塑材料激光焊接的研究和應用比較多,下麵我們(men) 就從(cong) 三個(ge) 方麵簡單講述針對熱塑材料的激光焊接技術和研究進展。
一. 激光焊接的流程和方法
激光對熱塑材料的焊接主要是采用激光透射焊接的方法。此方法對被焊接的兩(liang) 種材料性質有一定的要求,也就是上麵的熱塑層對采用的激光波長是透明的,而下麵的熱塑層能吸收激光能量。激光束透過透明的上層材料到達下層材料,下層材料的表麵因吸收激光能量而熔化,此時在一定的壓力下兩(liang) 種材料通過分子聯接而被焊接在一起。由於(yu) 激光是非機械接觸的聚焦在下層材料的表麵,激光引起的熱效應是局域的,所以此方法可避免對被焊接材料的機械和熱損傷(shang) 。目前熱塑材料總加工的20%左右是基於(yu) 激光焊接的。
根據不同的焊接任務和要求激光焊接的流程大致有以下幾種。
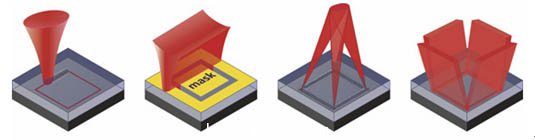
輪廓焊接 掩模焊接 準同步焊接 同步焊接
輪廓焊接是最簡單,目前使用最廣的焊接流程。在焊接時激光束通過光學係統和振鏡在被焊接的物體(ti) 上移動或者激光束靜止而被焊接物體(ti) 移動。激光與(yu) 被焊接物體(ti) 之間的相互作用時間取決(jue) 於(yu) 光束焦點尺寸和移動速度,既而影響焊接時間和效果。輪廓焊接是一種非常靈活的焊接流程,可實現複雜的三維焊接,在包裝行業(ye) 裏有廣泛的應用。
掩模焊接是一種借助掩模,基於(yu) 輪廓焊接或著同步焊接方法的流程,其原理與(yu) 芯片製造上的光刻技術相似。這種流程主要使用在複雜的幾何焊接圖案上,最小接縫寬度大於(yu) 100μm。掩模往往是由薄片或金屬化的玻璃製成。由於(yu) 製作掩模比較繁瑣,所做的掩模隻針對一個(ge) 焊接幾何圖案,所以掩模焊接往往缺乏靈活性,但適合大批量的焊接加工。
準同步焊接是一種把輪廓焊接和同步焊接結合起來的流程。激光束通過振鏡以極快的最高達10m/s的速度在焊縫上移動並且多次重複掃描,使得整個(ge) 焊接區域同時熔化,效果與(yu) 同步焊接相似。通過同步熔化過程使得準同步焊接和同步焊接方法一樣適合於(yu) 具有大縫隙的兩(liang) 個(ge) 相鄰部件的搭橋焊接。
在同步焊接中激光束同時照射焊接區域,從(cong) 而明顯減少了焊接處理時間,並允許搭橋焊接具有大縫隙的兩(liang) 個(ge) 相鄰部件。與(yu) 輪廓焊接相比由於(yu) 更長的激光作用時間使通過同步焊接方法焊接的部位更加牢靠。
二. 焊接塑料的顏色
激光塑料焊接其中的一個(ge) 研究課題就是兩(liang) 個(ge) 被焊接部件的顏色搭配,這是由所采用的激光透射焊接的原理所決(jue) 定的。下圖顯示了因材料顏色的不同而造成的焊接難易程度。首先成功實現的是透明色–黑色材料的激光焊接。除此之外黑色–黑色材料的焊接也已廣泛使用。
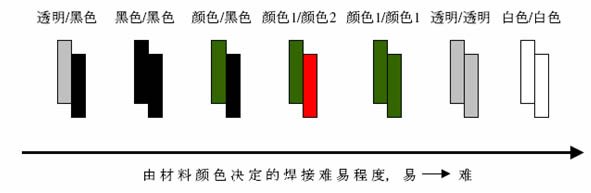
由於(yu) 組成塑料的高分子的本怔吸收帶通常位於(yu) 紫外和遠紅外區域,所以最初隻有CO2激光器被用於(yu) 激光焊接的研究。但是通過攙雜和添加色素可極大地改變塑料的光學吸收特性,從(cong) 而使塑料在可見光和近紅外區域的吸收大大增強,由原本激光透明的材料變成激光吸收材料,這樣傳(chuan) 統的Nd: YAG固體(ti) 激光器(1064nm和倍頻532nm)和大功率GaAs半導體(ti) 激光器(800nm-1000nm)以及新型光纖激光器都可以被用作激光焊接的光源。色素攙雜同時也改變了原來塑料焊接的特性和參數,使之更適合於(yu) 某種特殊應用。
三. 被焊接材料的搭配
與(yu) 材料顏色搭配幾乎同時進行研究的是焊接材料的搭配。目前在工業(ye) 上采用激光焊接的材料大部分是熱塑材料(Thermoplastic, TP),構成TP–TP焊接。由於(yu) 采用的激光透射焊接是非接觸性的,所以這些熱塑材料也可以與(yu) 其它材料焊接到一起,比如同樣具有熱塑性的合成橡膠(Thermoplastic Elastomer, TPE)。具有熱塑性的合成橡膠因為(wei) 同時具有熱塑材料的熱塑性和合成橡膠的彈性和伸縮性,而它的焊接處理溫度和冷卻時間等參數又與(yu) 熱塑材料非常相似,所以用激光透射焊接的方法可容易實現TP–TPE焊接。由於(yu) TPE的手感和摩擦性好,所以TP–TPE焊接在汽車工業(ye) 上的第一個(ge) 應用就是製造汽車方向盤。此外 ,TPE和TPE也可通過激光透射焊接的方法被焊接到一起,組成TPE– TPE焊接。
目前材料搭配研究的一個(ge) 最新方向是實現塑料與(yu) 金屬和陶瓷材料的激光焊接。比如說塑料通過金屬被激光間接地加熱,接觸麵熔化,然後包圍金屬,和金屬組成一個(ge) 非常牢固的聯接。(PhotonTec Berlin公司,王嘉宇)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們