




1. 激光焊接與(yu) 激光-電弧複合焊接基本原理及特點
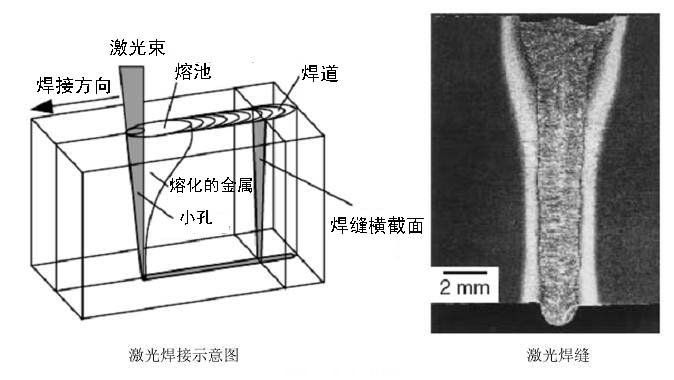
激光焊接是利用高能量密度激光束迅速加熱工件、熔化材料、實現材料連接的熔焊技術。通過激光與(yu) 物質相互作用過程中形成的“小孔”,激光焊接能夠獲得晶粒細小、深寬比很大的焊接接頭,且具有作用時間短、效率高、變形小、接頭質量優(you) 良和焊接精度高的特點
|
|
|
激光焊接示意圖及焊縫形貌 |
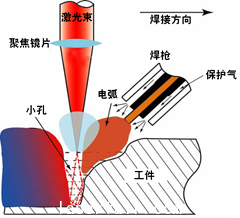
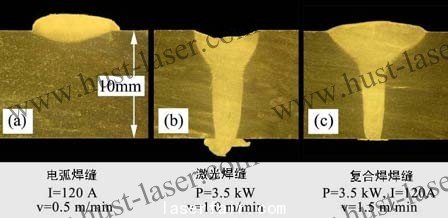
激光-電弧複合焊接工藝是由不同形式的激光熱源,如CO2、YAG激光等和不同類型的電弧熱源,如TIG、MIG/MAG、PAW等通過旁軸或同軸方式相結合,共同作用於(yu) 工件同一位置實現金屬材料連接的焊接過程,其原理如圖所示。通過集成物理性質、能量特性截然不同的兩(liang) 種熱源,激光-電弧複合焊接同時具備激光和電弧焊接的優(you) 點,具有1+1>2的效果。具體(ti) 優(you) 勢如下:同電弧和激光相比,焊接熔深更大,焊接速度更快,接頭性能更好。下圖為(wei) 其和單獨激光和電弧焊接的焊縫成形對比。同單一激光焊接相比,接頭間隙橋接能力、高反射率金屬焊接能力和缺陷抑製能力更強。同傳(chuan) 統電弧焊接相比,焊接變形更小。
|
|
|
|
激光-電弧複合焊接原理圖 |
電弧、激光及複合焊縫截麵形貌對比 |
2. 多功能全固態激光焊接設備

(1)係統構成
- 全固態激光器(根據不同焊接需求,可選配光纖、Disc、Nd:YAG或二極管激光器)及配套水冷機組;
- 高精度機器人、外部滑軌、變位機多軸(≥8)加工平台;
- PLC總控係統;
- 透射式聚焦激光焊接頭(或一體式激光-電弧複合焊接頭);
- 光纖傳輸外光路係統;
- 專用的焊接工裝夾具;
- 脈衝MIG電弧焊機(用於激光-電弧複合焊接);
- 焊縫跟蹤係統(選配);
- 透射式激光切割頭(選配)。
(2)應用領域
- 汽車車身的三維激光焊接;
- 家電、工程機械、汽車、化工領域中複雜結構件的三維激光焊接;
- 汽車不等厚板激光拚焊及齒輪軸、排氣管、撥叉件、安全氣囊等零部件的激光焊接;
- 冶金領域的板帶激光在線拚焊;
- 常用管材、箱體、型材及結構件的高質量激光焊接及激光-電弧複合焊接。
(3)主要特點
- 機器人多軸(≥8)聯動係統結構好,配置優,精度高,速度快;高精度機器人和焊接工藝專家係統有機配合,精度高,速度快,質量好。工業機器人係統界麵友好,功能強大,操作方便,具有方便的運動軌跡示教功能;
- 加工空間尺寸大,適用麵廣,可進行大型平麵結構的激光拚焊、大型複雜結構件的激光三維切割和焊接;
- 激光聚焦頭采用透射式聚焦激光焊接頭,氣體保護,調節迅速,定位精確;配置良好的冷卻裝置和抽風除塵裝置,激光傳輸穩定,鏡片使用時間長;
- 雙工位設計(縮短產品生產周期),加工範圍和焊接工裝可根據工件需求配套設計;
- 可加工材料範圍:合金鋼、不鏽鋼(接頭強度不低於母材);輕金屬(鎂、鋁、鈦),其中鈦合金接頭強度高於母材,鋁合金強度係數≥0.75,鎂合金強度係統≥0.85; 異種金屬(鋁-鋼、鋁-鈦、鋁-銅等);
- 焊縫成形美觀、深寬比大、熱影響區小、焊接接頭強度高、質量穩定且高效率;
- 可實現激光-電弧複合焊接功能(需另購部件),進一步擴大可焊範圍、提高焊接質量和效率;
- 後續擴展功能多,操作性好,優化方便:提供後續功能擴展及工藝開發支持,可選配機構加工監測、跟蹤等附屬設備,通過選配功能件可提高焊接精度並實現激光切割功能。
(4)主要技術指標
| 激光器類型(可選) |
全固態激光器(光纖、Disc、Nd:YAG或二極管可選) |
|
激光器功率配置(可選) |
2-10kW |
|
控製係統 |
PLC總控 或機器人主控 |
|
機器人運動軸 |
6(垂直多關(guan) 節型) |
|
外部軸 |
直線滑軌、焊接變位機, |
|
加工範圍 |
機器人最大工作半徑可達2033 mm,配合外部軸後加工長達可達10米以上 |
|
加工精度(重複定位精度) |
≤70μm |
|
焊接頭 |
透射式聚焦激光焊接頭或一體(ti) 式激光-電弧複合焊接頭 |
|
專(zhuan) 家數據庫 |
配備 |
|
抽風除塵裝置 |
配備 |
|
穩定性 |
24小時連續工作無故障。 |
3. 多功能激光-電弧複合焊接設備
 機
機
(1)係統構成
高功率CO2激光器及配套水冷機組;
- 懸臂式大型加工平台及外光路傳輸係統;
- 五軸四聯動西門子802D或804D數控係統;
- PLC總控係統;
- 全反射聚焦激光焊接頭(或一體式激光-電弧複合焊接頭);
- 專用的焊接工裝夾具;
- 脈衝MIG電弧焊機(實現激光-電弧複合焊接功能);
- 焊縫跟蹤係統(選配);
- 透射式激光切割頭(選配)。
(2)產(chan) 品特點
采用先進技術製造的CO2激光器,具有及其高的光電轉換效率,最佳的光束質量和高穩定性。低消耗、低運行成本,集成化程度高;
- 擁有高質量的部件和良好的結構,保證了設備的穩定性。該機型選用德國Siemens公司的控製係統和直線電機驅動係統、高精度直線導軌,具有高速度、高精度、高可靠性;
- 全反射或透射式聚焦激光焊接頭,外光路全封閉,激光傳輸穩定,鏡片使用壽命長,加工穩定性好;
- 德國西門子802D數控係統,具有故障自診功能,保證設備安全運行;
- 機床加工範圍和焊接工裝可根據工件需求配套設計;
- 雙工位設計(縮短產品生產周期),加工範圍和焊接工裝可根據工件需求配套設計;
- 可加工材料範圍:合金鋼、不鏽鋼(接頭強度不低於母材);輕金屬(鎂、鋁、鈦),其中鈦合金接頭強度高於母材,鋁合金強度係≥0.75,鎂合金強度係統≥0.85; 異種金屬(鋁-鋼、鋁-鈦、鋁-銅等);
- 焊縫成形美觀、深寬比大、熱影響區小、焊接接頭強度高、質量穩定且高效率;
- 可實現激光-電弧複合焊接功能(需另購部件),進一步擴大可焊範圍、提高焊接質量和效率。
- 後續擴展功能多,操作性好,優化方便:提供後續功能擴展及工藝開發支持,可選配機構加工監測、跟蹤等附屬設備,通過選配功能件可提高焊接精度並實現激光切割功能。
(3)主要性能指標
| 激光器類型(可選) |
SLAB 或 軸快流CO2激光器 |
|
激光器功率配置(可選) |
3-8 kW |
|
外光路 |
全封閉設計 |
|
焊接頭 |
全反射聚焦激光焊接頭或一體(ti) 式激光-電弧複合焊接頭 |
|
數控係統和伺服 |
西門子802D,611D |
|
機床加工範圍 |
800mm×1700mm×600mm(可配套設計) |
|
X、Y、Z軸定位精度 |
±0.03/1000 mm |
|
重複定位精度 |
±0.02 mm |
|
工件移動速度 |
X軸、Y軸≤8000mm/min,Z軸≤5000mm/min |
|
穩定性 |
24小時連續工作無故障。 |
(4)應用領域
汽車不等厚板激光拚焊。
- 汽車齒輪軸、排氣管、撥叉件、安全氣囊等零部件的激光焊接;
- 冶金領域的板帶激光在線拚焊;
- 家電、工程機械、化工領域中的常用管材、箱體、型材及結構件的高質量激光焊接及激光-電弧複合焊接。
4. 激光焊接及激光-電弧複合焊接設備典型應用
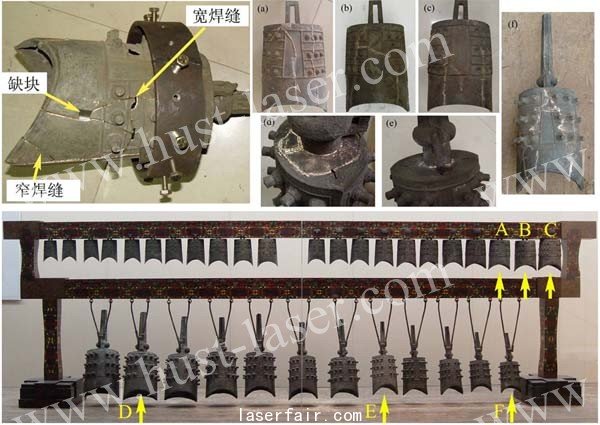
(1)九連敦破損編鍾的形、聲修複
|
|
采用激光焊接對各種材料的平麵或回轉結構件進行焊接,具有高焊速、無變形、焊縫紉、質量高和易於(yu) 實現自動化等特點,現廣泛應用於(yu) 各個(ge) 行業(ye) ,特別是汽車行業(ye) 。激光焊接能進行無接觸的單邊焊,可減少凸邊寬度和重量,提高材料利用率,激光焊接熱影響區小、變形小、能增加轎車結構強度,提高轎車生產(chan) 的自動化程度。
|
|
|
|
|
汽車排氣管激光焊接 |
不鏽鋼管材激光焊接 |
|



優(you) 點:
激光焊接工藝先進,能提高焊接質量,其焊接接頭強度高,可以達到與(yu) 母材等強度
激光焊接設備性能穩定、重複性好、可靠性高,焊接接頭美觀
由於(yu) 激光焊接的平整,被焊工件在生產(chan) 過程中不會(hui) 損傷(shang) 其它部件#p#分頁標題#e#
不等厚板激光焊接可以將不同材料不同厚度的金屬板材焊接起來,在汽車製造中得到廣泛的應用,可有效地節省材料、降低車身重量,降低成本、降低油耗,從(cong) 而獲得很大的經濟效益。
|
|
|
|
|
汽車不等厚板激光焊接 |
鋁合金不等厚板激光複合焊 |
汽車配件不等厚板激光焊接 |



優(you) 點:
降低了整車的製造成本、物流成本、整車重量、裝配公差、油耗和廢品率
減少了外圍加強件數量,簡化了裝配步驟及工藝
車輛的碰撞能力增強,衝(chong) 壓成型率及抗腐能力提高
(4)複雜結構件、大型結構件的三維激光焊接(全固態激光焊接機)
采用HUST-SLW多功能全固態激光(Solid-state Lasers)焊接機可進行複雜結構件、大型結構件的三維激光焊接,係統主機采用八軸聯動機器人,運行速度快,精度高,同時支持外部軸,這為(wei) 三維空間零件的焊接切割提供了有力的保證;該設備功能多,操作性佳,安全係數高。
|
|
|
|
|
激光-電弧複合焊接輸油管道現場 |
激光-電弧複合焊接船舶甲板現場 |
汽車撥叉光纖激光三維焊接 |



優(you) 點:
通過機器人示校功能、配合滑軌和焊接變位機能迅速完成三維複雜曲線的準確定位。光纖激光傳(chuan) 輸使激光束能輕易滿足三維零件的全方位焊接需求;
激光焊接效率高、變形小,能減少焊接工序,輕易實現複雜三維零件的高質量、高精度焊接,且接頭機械性能優(you) 良;
利用激光-MIG複合焊接可進一步降低工件裝夾精度和變形要求,提高焊接效率,且能提高焊接質量。
通過激光修補,可以將原來的模具重新利用,大大節約了生產(chan) 成本和提高了工作效率。激光模具焊接機適用於(yu) 如數碼產(chan) 品、手機、玩具、汽車、摩托車等模具製造和成型行業(ye) ,可修補的材料包括: 高合金鋼、含鎳工具鋼、銅合金、高韌鋁合金等。
|
|
|
|
模具激光補焊 |
手機外殼激光焊接 |


優(you) 點:
焊接點直徑小,受熱範圍小,焊後不出現氣孔、塌陷、熱應變及金相組織變化的現象,極大減小焊後處理工序;
熱影響區小,模具不變形、不變色,氧化效應極低;
焊接深度大,焊接牢固;溶化充分,不留修補痕跡;
溶池溶料凸起部份與(yu) 基體(ti) 結合處無凹陷現象。
齒輪焊接可以大幅度降低齒輪的製造成本,因此,在汽車工業(ye) 中早已廣泛應用。與(yu) 傳(chuan) 統焊接工藝相比,激光焊接齒輪無需在真空中進行,而且可避免焊接變形,保證了焊接後的齒輪無需再精加工。激光焊接變形小,節省材料,焊縫外觀好的特點複合汽車小型零配件的激光焊接需求,可應用於(yu) 汽缸墊,噴油嘴,火花塞,ABS等等。
|
|
|
|
 |
|
汽車齒輪激光焊接 |
差速器冠狀齒輪激光焊 |
齒輪焊接成品圖 |
氣缸墊片激光焊接 |



優(you) 點:
齒輪及零部件激光焊接無需在真空中進行,簡化工藝步驟,減少設備投入
可避免焊接變形,保證了焊接後的工件無需再精加工
焊縫處具有相當或優(you) 於(yu) 母材的綜合機械性能
采用激光焊接金剛石圓鋸片,由於(yu) 焊接過程中注入工件的能量高度集中、作用時間極短,故工件熱變形小,易於(yu) 保證鋸片的尺 寸精度;而且,激光焊接過程易於(yu) 實現自動化,有利於(yu) 減輕勞動強度。激光焊接具有加熱和冷卻速度快的特點,有利於(yu) 獲得均勻細化的焊縫組織,從(cong) 而能大大提高金剛石鋸片的結合強度,保證使用安全可靠。#p#分頁標題#e#
|
|
|
|
圓鋸片激光焊接 |
鋸片刀頭激光焊接 |


優(you) 點:
高效、快速焊齒,重複性好, 每一齒都有良好的重複性;
加熱快速, 均勻, 可有效防止鋸齒局部過熱引起的脆化和斷裂,還可防止未焊透引起的掉齒等不良現象;
可焊接高性能, 高硬度鋸齒的鋸片, 這些鋸片用電阻焊無法焊。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們