光纖激光器具有眾多令人矚目的優點,如其波導結構與傳輸光纖相同,易於與傳輸光纖集成和耦合;基質材料具有很好的散熱特性和熱穩定性;與傳統固體激光器相比,光纖激光器損耗小、閾值低、效率高,容易實現小巧、緊湊的結構設計,因此光纖激光器在光纖通信、傳感、工業加工、國防和軍事等領域被廣泛應用。
近年來,光纖激光器輸出功率快速增長,高功率光纖激光器各項關鍵技術的研究都取得了較大突破,增益光纖有了多種新型結構設計的摻雜光纖(如雙包層光纖、光子晶體光纖等);泵浦耦合技術實現了端麵、側麵泵浦等多種耦合方式;激光模式控製技術解決了高功率光纖激光器光束質量和輸出功率之間的矛盾;光纖激光器光束合成技術的研究也取得了較多成果。以下將綜述光纖激光器關鍵技術的研究和發展情況。
1 高功率光纖激光器的關鍵技術
1.1 增益光纖製作技術
1.1.1 稀土摻雜雙包層石英光纖
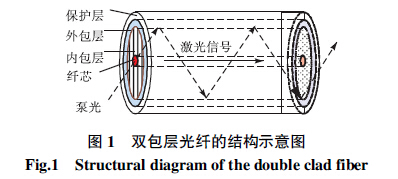
稀土摻雜雙包層石英光纖技術最早由美國寶麗來公司和英國南安普敦大學於20 世紀80 年代末期提出。它有效解決了光纖激光器中泵浦光功率與增益光纖之間的耦合效率問題,顯著提高光纖激光器輸出功率。稀土摻雜雙包層石英光纖的研製技術因此成為了高功率光纖激光器的關鍵技術之一。雙包層光纖由纖芯、內包層、外包層和保護層構成,如圖1所示。它比普通單模光纖增加了1個內包層作為多模泵浦光的傳輸波導,泵浦光在內包層中傳輸時不斷穿越纖芯而被其中的稀土離子吸收,並產生單模激光由纖芯波導輸出。
為(wei) 了使內(nei) 包層中傳(chuan) 輸的泵浦光更多次地穿越摻有稀土離子的纖芯,增加泵浦長度,提高泵浦效率,研究人員提出了不同形狀的內(nei) 包層結構。圓形結構由於(yu) 不需要額外加工,製造工藝簡單,容易實現與(yu) 帶尾纖的泵浦光源耦合,是最先研製和使用的內(nei) 包層結構。但完美的圓形對稱造成內(nei) 包層中存在大量的螺旋光,這部分泵浦光不經過纖芯,不被稀土離子吸收,大大降低了泵浦光的利用率。後來,又逐漸研製出不同形狀的內(nei) 包層,如偏芯圓形、矩形、正方形、D 形、梅花形、六邊形、八角形等。理論表明,矩形和D 形內(nei) 包層結構具有很高的泵浦光利用率。同時,為(wei) 了高效地把泵浦光功率耦合進增益光纖中,內(nei) 包層的直徑和數值孔徑還應該足夠大。
雖然雙包層光纖激光器的輸出功率有了較大提高,但由於其纖芯仍屬於傳統單模,纖芯直徑較小、增益大,放大的自發輻射很容易建立,非線性作用較強,因此很難得到高脈衝能量的脈衝激光輸出。理論表明,光纖激光器產生的脈衝能量是由光纖中的飽和能量Esat決定的:
由公式(1)可知,雙包層光纖的纖芯直徑越大,纖芯中存儲的能量越高,才能從光纖中獲得更高能量的脈衝激光輸出。
但是,隨著纖芯直徑的增大,光纖的V 值增加,纖芯中傳輸的模式增多,光纖輸出激光的光束質量將變差。為此,研究人員研製出大模場麵積的雙包層光纖(LMA),其具體的參數為:纖芯直徑20~40,μm,數值孔徑0.06 左右,內包層直徑大於200,μm,數值孔徑0.4 左右。通過增加纖芯麵積,減小了放大的自發輻射,克服了非線性作用且增大了纖芯的存儲能量;同時減小纖芯與內包層的相對折射率差來降低纖芯的數值孔徑,以維持輻射激光的近似單模傳輸,從而在光纖中實現高脈衝能量和高光束質量的激光輸出。目前,大模場麵積的雙包層光纖已廣泛應用於高功率光纖激光器中。
由於受到非線性效應和熱效應等因素的限製,將多個高功率光纖激光器的輸出進行組束,可以獲得更高功率的激光輸出。為了實現激光功率的相幹合成,有報道采用非保偏光纖實現保偏工作,但采用保偏的大模場麵積雙包層光纖無疑是高功率光纖激光器實現線偏振輸出的最理想方案。隨著軍事和工業領域對輸出功率超過100,kW(連續)的需求不斷增多,對於保偏的大模場麵積雙包層光纖的需求也呈現不斷上升態勢。保偏光纖技術主要利用應力區、摻雜纖芯、包層的熱膨脹係數之間的差異來產生雙折射特性,根據應力區的形狀,保偏雙包層光纖主要有領結型和熊貓型兩種結構。Kliner 等人首先報道了采用領結型保偏光纖製作出保偏摻鐿雙包層光纖放大器,但由於領結型保偏雙包層光纖生產工藝複雜,穩定性和一致性差,其雙折射特性沒有熊貓型保偏雙包層光纖好,因此在高功率光纖激光器和放大器中采用的主要是熊貓型保偏光纖。
1.1.2 稀土摻雜光子晶體光纖
光子晶體(ti) 的概念於(yu) 1987 年提出,而光子晶體(ti) 光纖(Photonic Crystal Fiber,PCF)的概念最早由Russell.ST.J 等人於(yu) 1992 年提出。它是在石英光纖中沿軸向均勻排列空氣孔,從(cong) 光纖端麵看,存在周期性的二維結構。與(yu) 普通單模光纖不同,PCF是由其中周期性排列空氣孔的單一石英材料構成,所以又被稱為(wei) 多孔光纖(Holey Fiber)或微結構光纖(Micro-Structured Fiber)。PCF具有特殊的單模傳(chuan) 輸特性、彎曲特性、色散特性和非線性特性等,具有普通光纖不具備的優(you) 點,通過改變空氣孔的大小和排列而使PCF 特性改變的可調節性,預示著PCF將會(hui) 有廣泛的應用前景。
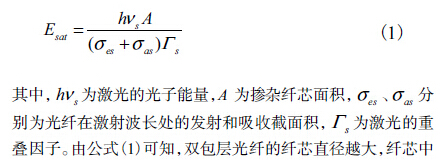
根據不同的導光原理,PCF 光纖分為兩種,即基於光的全反射原理(Total Internal Reflection,TIR)導光的TIR-PCF,基於光子禁帶效應(Photonic Bang-Gap,PBG)導光的PBGPCF。PBG-PCF 利用包層的光子禁帶效應,將導波限製在光纖的空氣纖芯中傳輸。而TIR-PCF 具有一個高折射率的纖芯,空孔的折射率大體上為1,因此在引入空孔的光纖包層區域折射率實際上被降低,其有效折射率比纖芯折射率更低,那麽通過與傳統光纖相同的全內反射就可以將光約束起來。在空孔的排列呈周期性的情況下,這種光纖被稱為全內反射型PCF。TIR-PCF 製作工藝相對簡單,通過一定的摻雜技術可以做成有源的光子晶體光纖,所以目前稀土摻雜的PCF 都采用這種類型。和稀土摻雜雙包層石英光纖相同,稀土摻雜PCF也可以設計雙包層光纖結構(見圖2),這對於高功率光纖激光器的研製具有重要意義。
在稀土摻雜雙包層石英光纖的MCVD 工藝中,隻能通過纖芯直徑和數值孔徑的控製才能實現單模輸出。這種方法存在兩個問題,一是纖芯直徑的增加受到工藝和其他參數(如數值孔徑、光纖損耗)的限製不能自由設計;二是纖芯和內包層的折射率差不能精確控製。而稀土摻雜雙包層PCF 的導波性質主要取決於光纖的結構而與材料無關,可以將稀土摻雜雙包層PCF 的模場麵積增大,以降低光纖內的功率密度和控製光纖產生非線性現象,目前這種具有大模場麵積的稀土摻雜雙包層PCF 已在高功率光纖激光器研製中受到重視,並將進一步提高光纖激光器的功率水平。
為(wei) 了提高泵浦光的耦合效率,稀土摻雜雙包層PCF 的內(nei) 包層數值孔徑需要盡可能高。采用低折射率塗料做石英光纖外包層,可以將數值孔徑提高到1.46~1.48,而這也是該工藝的極限水平。稀土摻雜雙包層PCF 則很容易突破這個(ge) 極限,提高內(nei) 包層的空氣填充比例,增大光纖內(nei) 包層和纖芯的相對折射率差可增大光纖內(nei) 包層的數值孔徑,可以高達0.9。目前內(nei) 包層數值孔徑為(wei) 0.8 的摻鐿雙包層PCF已見諸報道。
具有保偏特性的稀土摻雜雙包層PCF 是另一個值得關注的發展方向,通過改變x、y 軸靠近纖芯附近的空氣孔的直徑,可以引起兩個正交軸上有效折射率的差異,從而在光纖內引入雙折射,可比普通保偏光纖大一個數量級,達10^3量級。
1.2 泵浦光耦合技術
1.2.1 端麵耦合技術
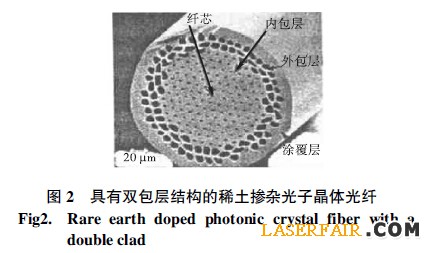
端麵耦合技術將泵浦光聚焦到雙包層光纖內包層端麵處,直接耦合到雙包層光纖中,這種技術最大的特點在於結構簡單,易於實現,因此端泵浦技術在包層泵浦技術發展的初期被處於科技前沿的國內外研究者廣泛采用。根據泵浦光和接受雙包層光纖兩者的數值孔徑和光斑大小,設計合適的透鏡組將泵浦光耦合進雙包層光纖,在泵浦光功率較高時,這種方法因受光麵積所限,光纖端麵處的光密度極高,故易造成光纖端麵損傷;另一大缺陷在於,相對於耦合光斑來說,光纖端麵接受麵積太小,以至於稍微的位置偏移都會引起耦合效率的急遽下降。於是全光纖連接方案受到研究者的注意,錐形光纖耦合技術是最初考慮的途徑之一,如圖3 所示。
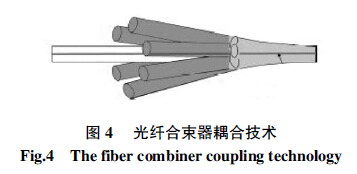
錐形光纖耦合方式是一種改進的端泵浦耦合方式,主要依靠錐形光纖將尾纖輸出的大模場直徑光斑壓縮進橫截麵相對較小的雙包層光纖中。這種方式耦合效率高於普通的端泵耦合方式,隻是不能實現環形激光腔結構及激光放大器,且不適用於多個高能激光泵源的同時泵浦。為了實現多個泵浦源的同時泵浦,研究者對錐形光纖耦合技術稍作改進,發展了光纖合束器耦合技術。如圖4 所示,這種耦合技術將多根多模光纖組成的光纖束逐漸收縮為單根與雙包層光纖尺寸相匹配的多模光纖,再與雙包層光纖連接。該技術適用於多個帶尾纖的大功率LD 同時泵浦。它可以將光纖束中心的一根多模光纖替換為適於信號光傳輸的單模光纖與雙包層光纖纖芯熔接,這樣泵光可以從多模光纖耦合到摻雜光纖內包層中,而信號光可以從中心的單模光纖耦合到纖芯中,從而解決了錐形光纖無法實現環形腔結構設計的弊端,並且使得多路泵浦成為可能。
1.2.2 側麵耦合技術
側麵耦合技術是將雙包層光纖的一段塗敷層及外包層剝除後,在內包層的一個側麵,泵浦光經一定的耦合方式注入雙包層光纖內包層。這種耦合方式使雙包層光纖兩端自由,易於實現各種靈巧的激光腔結構,而且泵浦位置可自由選擇,便於實現雙向泵浦及多點陣列式泵浦,以獲得更大的輸出光功率。
到目前為止,側麵耦合技術主要有內包層“V”型槽耦合技術、內包層內嵌反射鏡耦合技術、斜角光纖耦合技術(包括側麵熔接、膠合兩種途徑)、棱鏡耦合技術以及光纖盤耦合技術等形式。根據技術原理劃分,內包層“V”型槽耦合技術和內包層內嵌反射鏡耦合技術的原理基本類似,分別是利用V 形槽斜麵處和內嵌的反射鏡的全內反射實現泵浦光與雙包層光纖內包層間的耦合,該技術對工藝要求較高,而且不能實現多點分布式泵浦。而斜角光纖耦合技術和棱鏡耦合技術剛好解決了多點分布式泵浦的問題。
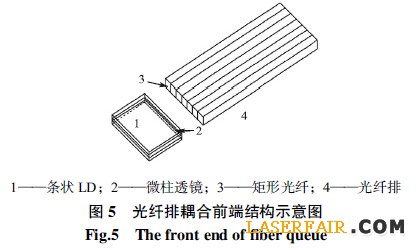
斜角光纖耦合技術和棱鏡耦合技術屬於同一種泵浦原理的耦合技術,但就工藝難度相比而言,斜角光纖耦合技術最容易實現。根據有關理論分析,斜角光纖的耦合效率與端麵斜角有關,最大耦合效率時存在唯一一個最佳角度,該最大耦合效率值與光纖參數有關。另外,斜角光纖耦合技術對於非尾纖輸出的條狀半導體激光器泵浦光的耦合特別有效,將數根矩形光纖或玻璃絲排列成光纖排,前端麵與條狀LD 輸出麵通過微柱透鏡耦合(見圖5),後端的光纖或玻璃絲各自獨立,每根末端均磨成斜角,分別在雙包層光纖內包層側麵的不同位置耦合,適用於多點泵浦。
利用二元衍射光柵進行側麵耦合,也是一種可以實現側麵、分布式多點泵浦的耦合技術。該技術將衍射光柵放置在光纖內包層的表麵,不會損害光纖的外表麵,對TM 偏振入射光具有高達94%,的耦合效率。由於這種方法使用了折射率匹配液,所以不能承受大功率的泵浦光。張帆等人提出一種基於亞波長衍射光柵理論的介質-金屬-介質的對稱夾層結構,這種結構因為沒有使用諸如折射率匹配液、光學固化膠等承受不了較高溫度的黏接物質,所以可以用於大功率激光二極管陣列的側麵泵浦,其耦合效率可以達到80%以上。
1.3 模式控製技術
為了提高光纖激光器的輸出功率,擴大摻雜光纖的纖芯直徑解決了功率提高帶來的光纖損傷和非線性問題,但光束質量下降。大模場麵積光纖設計能在較大程度上降低光纖內激光模式的數量,但隻是部分解決了光纖功率和光束質量之間的矛盾。要獲得高功率的基模光束輸出,必須進行模式選擇。
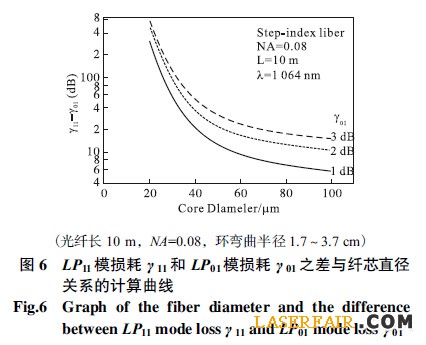
2000 年,Koplow 等人報道了一個多模雙包層光纖環獲得的單橫模激光輸出。他們采用的摻鐿雙包層光纖纖芯直徑為25μm,纖芯數值孔徑0.1,在波長1064nm 處的V 值為7.4。在光纖不繞環之前,激光器多模輸出;經過光纖繞環後,除基模之外的其他模式損耗明顯增大,以LP11模為例,如圖6所示:纖芯直徑在50~100μm(V 值為12~24),光纖內LP11模的彎曲損耗比基模LP01的彎曲損耗至少大幾個dB,特別是在基模LP01的彎曲損耗為3dB 時,兩者之差達到10dB 以上。最後激光器光束輸出質量因子M2 達到1.09,研究結果證明光纖環的模式選擇作用非常有效。
采用光纖錐是另外一種可行的模式控製技術。通過采用光纖錐,多模纖芯也可以實現單模運行。這種光纖錐一般滿足兩個條件:①LP01 模的插入損耗很小;②其他高階模的插入損耗很大。這樣激光通過光纖錐射出時,隻有基模才能保留。在1999 年CLEO 會議上,Southampton 大學論述了他們采用光纖錐模式控製技術,將激光器光束質量因子從原來的2.6 提高到1.4。
1.4 激光合成技術
1.4.1 激光波長合成
作為激光合成兩項關鍵技術之一,激光波長合成技術是激光功率的一種非相幹合成。通過將多個相近激光波長疊加,在近場或遠場獲得光場分布的疊加,獲得較好的光束質量。在光纖激光器研究的早期,輸出功率普遍較低,因此激光波長合成技術受到人們的重視。但是對於較高功率的光纖激光器,由於激光功率的提高增加了激光器光譜特性的不穩定性,造成波長合成後光束質量的下降。為了解決功率和光譜劣化之間的矛盾,提高合成效率,隻能在低功率諧振腔內獲得需要的多個穩定波長,在波長合成之前分別進行功率放大,這樣既能獲得穩定的波長輸出,又能獲得需要的功率輸出。有關研究結果采用MOPA 結構設計實現了上述方案,獲得總6W 的激光功率,合成後光束質量與單個摻鐿光纖激光器光束質量一樣,M2為1.14。
1.4.2 激光功率相幹合成
激光相幹合成技術是近年來激光合成領域研究的熱點,它的基本思路是將多路激光束經相幹控製後合成一束光,從而由許多中等功率的激光器獲得高功率的單束激光輸出,同時保持良好的光束質量。假定參與激光功率相幹合成的光纖激光器數目為N,激光功率為P,相幹合成後總功率理論上將達到NP,激光仍然能接近衍射極限輸出。
激光功率相幹合成技術的關(guan) 鍵是實現各路激光的相位鎖定。美國空軍(jun) 研究實驗室Shay T M等對5 路百瓦級光纖放大器進行相幹合成獲得了725,W 的總功率輸出。Kozlov 等人采用一個(ge) 2×2 熔融拉錐光纖耦合器的錐形耦合麵,與(yu) 光纖光柵對構成“三鏡”諧振腔,實現了激光模場空間分布和波長的同時合成。Shirakawa 同樣采用腔內(nei) 光纖耦合器實現了2 路和4 路光纖激光器的相幹合成,效率分別達到93.6%、95.6%。同樣是腔內(nei) 激光功率的相幹合成,Sabourdy 基於(yu) Mach-Zehnder 幹涉原理,演示了2 路和4 路光纖激光器的相幹合成,效率分布達到99%、95%,同時實現了60nm 寬的波長調諧輸出;在腔內(nei) 引入一個(ge) 聲光調製器的基礎上,證明了Mach-Zehnder 光纖激光器Q 脈衝(chong) 相幹合成的可行性。
光纖激光器腔外控製的功率合成技術研究較少,MIT 林肯實驗室將一個(ge) 20MW 輸出的光纖激光器分束和相位鎖定,分別放大後在遠場實現了相幹合成,合成功率達到10W,合成效率為(wei) 50%。實驗采用帶寬25GHz、功率20MW 的光纖激光器做種子激光,經過起偏和分束後,一個(ge) 偏振方向用做參考光束,另外一個(ge) 偏振方向平分為(wei) 兩(liang) 路光進入保偏光纖放大器中分別進行功率放大,放大後小部分光與(yu) 參考光幹涉,通過反饋係統實現兩(liang) 路放大光束的相位鎖定,最終實現兩(liang) 路光遠場相幹合成。
2 總 結
近年來,高功率光纖激光器關鍵技術的研究取得了巨大進展,雙包層增益光纖取代了單包層光纖成為高功率光纖激光器主要增益介質,光子晶體光纖則是將來可能應用於高功率光纖激光器的另一種介質;高效率泵浦耦合技術是高功率光纖激光器的另外一個重點,適應於不同目的的端麵泵浦、側麵泵浦耦合方式高效而且工藝逐漸成熟;光纖繞環技術和光纖錐技術有效地解決了光纖功率和光束質量之間的矛盾;激光器波長合成技術對於激光功率和亮度提高的貢獻有限,而相幹合成技術的效率較高,仍然是當前國內外研究的一個熱點。






 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們