




因摻鉺和摻銩光纖激光器的發射頻譜範圍為1.4-2.0μm,多年前它們已被廣泛應用於醫療和航空領域。我們知道,許多聚合物在這些波長範圍內吸收率較高,但最近驗證,這一水平的吸收率可用於焊接一係列的半透明和全透明的聚合物,同時可以使焊縫在肉眼看來光學透明。

實驗工作
最初的係列測試通過在不同厚度的常用高分子樹脂上進行可控的焊接,然後鑒定出功率、光斑大小、作用時間。選取一定的光斑尺寸和平均功率,並且在衡量不同種類不同厚度的透明聚合物吸收性的期間,不會(hui) 發生熔融。這種在波長為(wei) 1540nm和1940nm下進行得靜態作用試驗,可以計算出其吸收率(見下表1)。
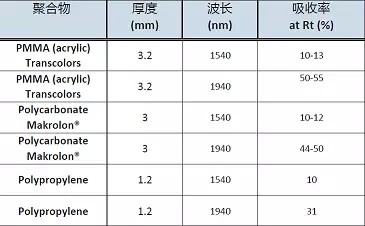
表1:波長為(wei) 1540nm和1940nm時透明聚合物的吸收率
隨著材料和摻銩激光束的作用時間增加,可以很清楚看到材料主體(ti) 部分有一定深度的熔融。隨著激光束和工件之間的相對運動,可控焊接的深度即取決(jue) 於(yu) 激光功率和位移速度。這一基本的關(guan) 係幾乎適用於(yu) 所有焊接加工過程。當兩(liang) 層透明聚合物固定在一起,是有可能通過調節焊接速度而實現搭接焊的。圖1顯示的是一次穿透多層聚丙烯的光學透明焊接。
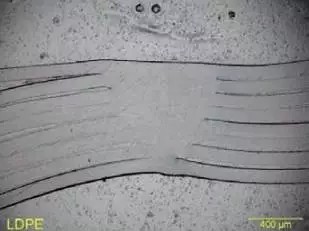
圖1:穿透焊接多層聚丙烯
摻銩光纖激光器中的熱量輸入的比率得到嚴(yan) 格控製,這使得輸入接合麵的熱量也受到嚴(yan) 格控製。進一步試驗證明對接焊和搭接焊能形成光學透明的接合麵,這種技術也可以應用於(yu) 其他多種接合麵結構,例如填角焊、道釘焊、點焊,同時還可用於(yu) 卷邊焊、端接焊、角焊和T形焊。實驗同時顯示多條焊道可以增加焊接深度和質量,多層聚合物薄膜同樣可以使用單一或多焊道技術焊接。這種焊接工藝有許多優(you) 點,最重要的一點是,不需要材料改性或其他紅外吸收層來增強聚合物對激光的吸收。
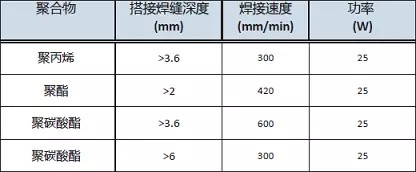
表2:預焊接速度數據
總結
實驗所得結果驗證了用於(yu) 焊接透明聚合物的新型焊接技術,並再次肯定了光纖激光器技術取得快速的發展。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們