




本期我們(men) 將從(cong) 理論概念擴展到實際加工應用,介紹超快激光微加工中兩(liang) 個(ge) 重要的功能 - Burst Mode和PSO,它們(men) 間接影響著超快激光的加工質量和產(chan) 能。
單詞解釋:
(1)Burst Mode:在激光行業(ye) 裏,通常簡稱“脈衝(chong) 串”模式
(2)PSO:position synchronized output, 位置同步輸出
超快激光的基本原理
小編首先和大家簡單回顧一下超快激光器的基本原理結構,以便更好地理解Burst Mode和PSO的功能作用。根據超快激光放大技術原理不同,目前市場上的超快激光器主要包括碟片式、光纖式、固體(ti) 式以及光纖-固體(ti) 混合式(種子源采用光纖激光器,放大器部分采用固體(ti) 放大)四種類型。大多數超快激光器的基本結構都是類似的,主要由種子源、脈衝(chong) 選擇器、放大器和 AOM 四大部分組成。飛秒超快激光器的結構上會(hui) 稍微複雜一些,在種子源和脈衝(chong) 選擇器之間增加一個(ge) 展寬器,並在放大器之後增加一個(ge) 壓縮器。
如圖1所示,超快激光器的種子源通常采用20-80MHz的高重複頻率皮秒光源,先經過脈衝(chong) 選擇器來降低種子源輸出頻率,在功率放大之前會(hui) 綜合考慮脈衝(chong) 放大的目標能量、係統設計的最大泵浦功率以及散熱管理等因素,通常將重頻頻率降低在5MHz以下,篩選後的種子源經過放大器後功率/能量得到放大提升,最後再經過AOM,可以進一步控製激光的輸出功率及重複頻率,並且借助外部促發信號可以實現單觸發輸出。
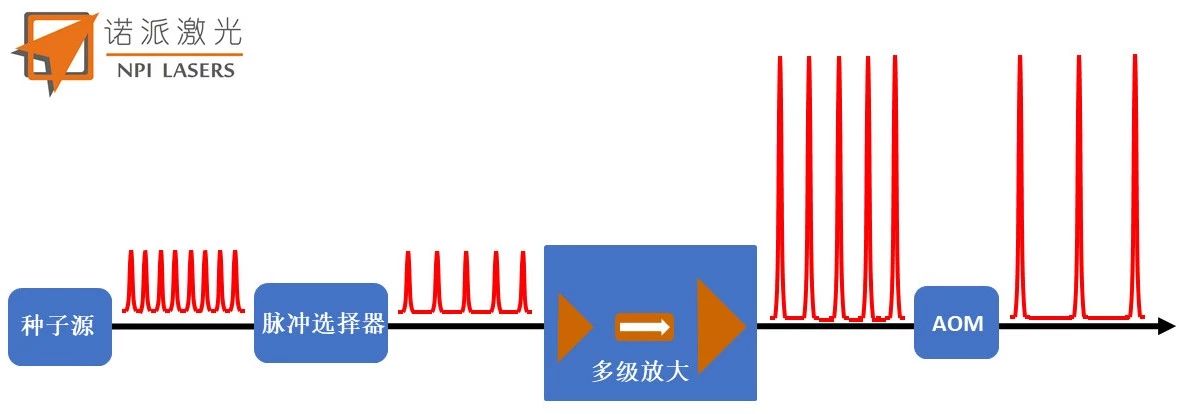
圖1. 超快激光器的基本原理結構示意圖
超快激光的Burst Mode功能
Burst Mode的產(chan) 生是通過受控光開關(guan) 選擇與(yu) 種子源重複頻率相同的多個(ge) 高頻子脈衝(chong) ,組成一個(ge) 脈衝(chong) 串輸出。圖2列舉(ju) 了脈衝(chong) 串包絡中的子脈衝(chong) 數量為(wei) 2至5時的輸出形式,其特點是多個(ge) 間隔數十納秒的子脈衝(chong) 組成一簇,並且脈衝(chong) 串包絡中相鄰脈衝(chong) 的時間間隔由種子源的重複頻率所決(jue) 定,比如種子源的重複頻率為(wei) 20MHz,則脈衝(chong) 串內(nei) 部的脈衝(chong) 間隔為(wei) 1/20 MHz = 50 ns。這種脈衝(chong) 的重新排列組合可通過脈衝(chong) 選擇器來實現完成。另外,在某些產(chan) 品設計中,還會(hui) 增加對脈衝(chong) 串包絡中各個(ge) 子脈衝(chong) 的能量強度的調節功能。
Burst Mode的獨特優(you) 勢是不僅(jin) 可以調諧脈衝(chong) 串包絡中的子脈衝(chong) 數量以及脈衝(chong) 串的時間間隔,而且同時能夠保持超快激光的最大輸出功率。比如,在5MHz,50W的超快激光器係統中,由於(yu) 材料加工工藝的要求,需要在較低的重複頻率(500kHz)下工作,否則會(hui) 由於(yu) 重複頻率過高引起熱積累效應(可參考諾派《激光小學堂》第二期),在這種情況下,直接降頻將導致超快激光的加工效率大大降低。利用Burst mode功能,可以在重複頻率降為(wei) 500kHz的同時,把脈衝(chong) 串的子脈衝(chong) 數量設定為(wei) 10,其總的輸出功率仍是50W,這樣既能保證超快激光微加工的質量,同時又能提高加工產(chan) 能。
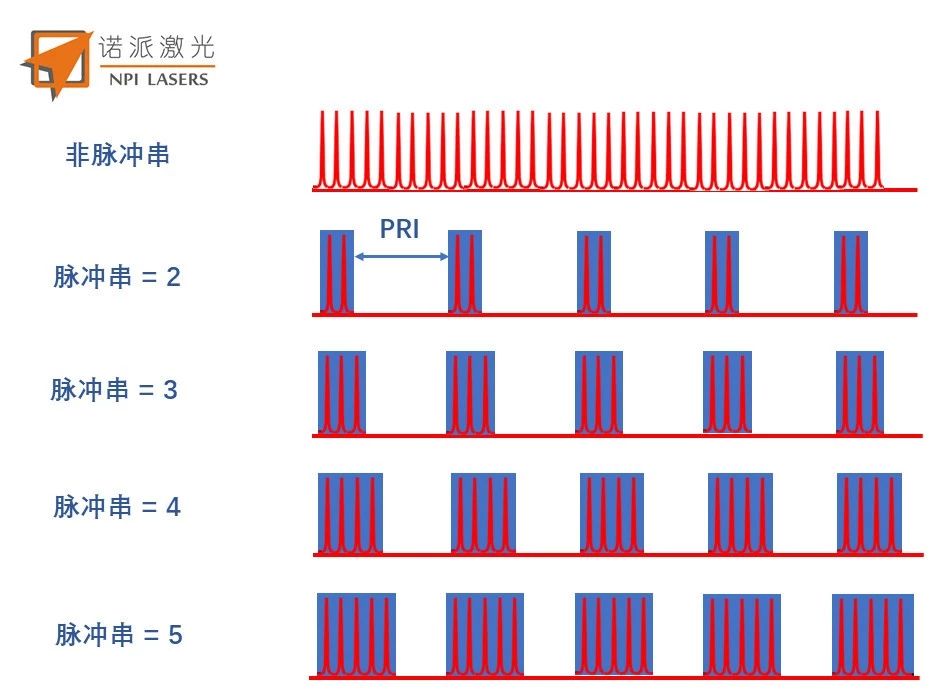
圖2. 超快激光器不同脈衝(chong) 串包絡中子脈衝(chong) 數量示意圖(n = 2 ~ 5)
超快激光的PSO功能
目前很多的超快激光微加工應用都包含了圓角、曲線等運動軌跡,比如說全麵屏切割,對於(yu) 此類軌跡,通常直線部分的切割速度更快,在圓角部分會(hui) 緩慢移動。如果以固定頻率發射激光脈衝(chong) ,工藝將因軌跡上的不同速度而高度變化,並且在更低運動速度段因更高脈衝(chong) 重疊而發生不必要的“老化”(如圖3a)。為(wei) 保證這種快速變速軌跡的加工質量,工業(ye) 超快激光係統需要將加工平台的運動與(yu) 觸發激光或數據采集設備的輸出協調起來,從(cong) 而實現高速、高質量的運動控製。
PSO的主要功能:通過采集實時的編碼器反饋進行位置比較,與(yu) 激光器同步輸出信號進行相位同步,在運動軌跡的所有階段以恒定的空間(而非時間)間隔觸發發射激光,包括加速、減速和勻速段,從(cong) 而實現脈衝(chong) 能量均勻地作用在被加工物體(ti) 上。圖3列舉(ju) 對比了不含PSO功能及含PSO功能的兩(liang) 種圓角矩形的加工效果示意圖,可以很明顯觀察到,利用PSO功能,在整個(ge) 運動軌跡中激光發射的光斑均勻分布,即使在拐角曲線處也避免了因過度加工而導致的老化現象,從(cong) 而保證了整體(ti) 加工質量的一致性。
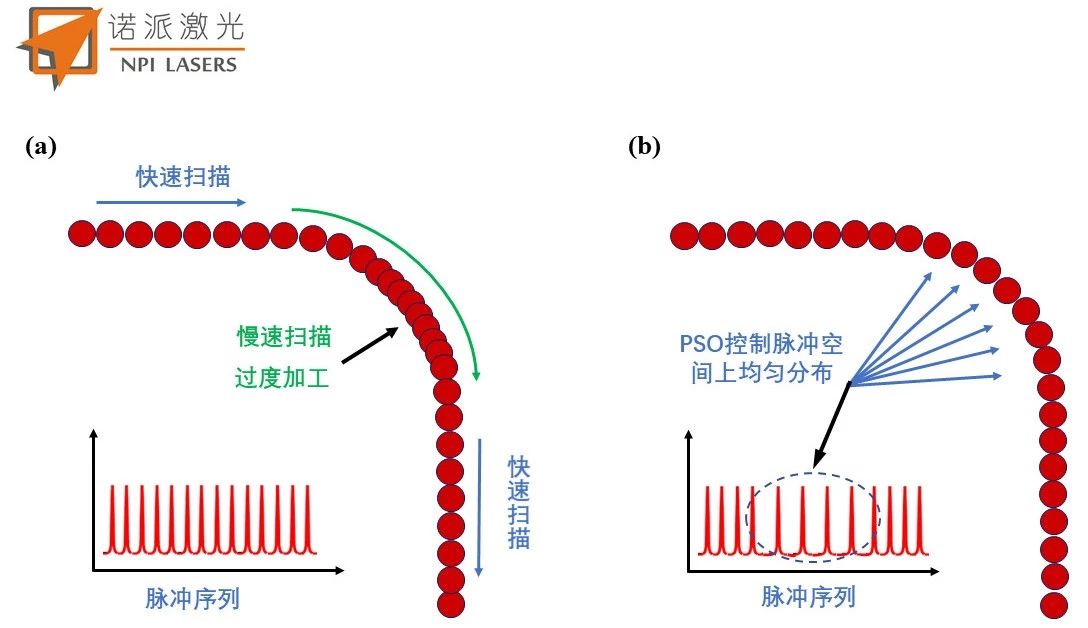
圖3. 超快脈衝(chong) 激光移動運動過程中與(yu) 物質相互作用示意圖:(a)不含PSO功能;(b)含PSO功能
在超快激光加工應用中,尤其在消費類電子產(chan) 品中,對於(yu) 加工產(chan) 能有著極高的要求,如果為(wei) 了保證加工質量而使整個(ge) 運動軌跡都處於(yu) 慢速掃描,將達不到產(chan) 能要求,這大大影響了超快激光微加工的應用優(you) 勢。PSO功能的引入能夠使超快激光在整個(ge) 運動軌跡中以固定的距離發送激光脈衝(chong) 觸發信號而不考慮總體(ti) 速度,即在直線部分以很快的速度運動,而在圓角部分減速,通常圓角加工部分在整體(ti) 材料中占有比較小的部分,這樣在保證材料加工效果的同時,就可以最大限度地提高加工產(chan) 量。
在超快激光加工應用中,尤其在消費類電子產(chan) 品中,對於(yu) 加工產(chan) 能有著極高的要求,如果為(wei) 了保證加工質量而使整個(ge) 運動軌跡都處於(yu) 慢速掃描,將達不到產(chan) 能要求,這大大影響了超快激光微加工的應用優(you) 勢。PSO功能的引入能夠使超快激光在整個(ge) 運動軌跡中以固定的距離發送激光脈衝(chong) 觸發信號而不考慮總體(ti) 速度,即在直線部分以很快的速度運動,而在圓角部分減速,通常圓角加工部分在整體(ti) 材料中占有比較小的部分,這樣在保證材料加工效果的同時,就可以最大限度地提高加工產(chan) 量。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們