





不同的熱塑性材料(圖片來自於(yu) 網絡)
工業(ye) 聚合物通常分為(wei) 兩(liang) 種主要類型:熱塑性材料和熱固性材料。熱塑性材料的用途更為(wei) 廣泛,而且它們(men) 無需經過明顯的永久性化學變化就可以被加熱或冷卻,這意味著它們(men) 可以被注塑並可以通過簡單的加熱技術連接在一起。許多注塑部件用於(yu) 含有添加劑或者短切玻璃增強纖維的發動機罩下汽車應用,但注塑限製了增強材料的用量進而限製了強度。
傳(chuan) 統的激光透射焊接應用於(yu) 這些短纖維增強材料時,相對與(yu) 諸如因高頻超聲振動,可能使增強纖維損壞的超聲焊接等工藝而言具有一定的優(you) 勢,具體(ti) 可參考《使用光纖激光器進行聚合物透射焊接》。

使用IPG光纖激光器焊接的塑料元件
長纖維增強複合材料
眾(zhong) 所周知的增強型長纖維熱固性複合材料已經使用了很多年。由於(yu) 高分子化學的進步,長纖維增強型熱塑性聚合物複合材料如今也被航空航天業(ye) 和其他行業(ye) 用於(yu) 半結構性應用。其中使用最多的基質材料為(wei) 聚醚醚酮(PEEK)、聚苯硫(PPS)和聚醚酰亞(ya) 胺(PEI)。這些高級工程塑料都很難加工和連接。
對連續纖維複合材料進行激光透射焊接
玻璃和碳纖維是用於(yu) 增強高分子複合材料的兩(liang) 種主要的連續纖維。由於(yu) 激光透射焊接工藝需要穿透頂層材料將熱量傳(chuan) 輸到接觸麵產(chan) 生熔化、浸潤和連接,頂層的玻璃纖維增強和下麵的吸收層碳纖維成為(wei) 了更好的選擇。在激光透射焊接工藝使用的是波長為(wei) 1070 nm的標準的近紅外光纖激光器。
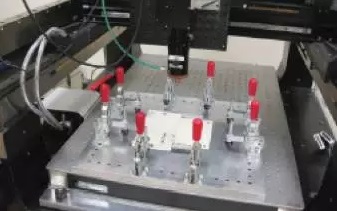
圖1 焊接實驗工裝

圖2 表皮焊接在加強板上,3道焊縫
焊接實驗證明了該工藝的可行性。圖1展示的是該實驗使用的工裝和光路傳(chuan) 輸係統,圖2展示的是典型的用5 mm光纖激光束焊接的3道焊縫,圖3表示的是無氣孔焊縫的橫截麵,圖4表示的是在不同的複合材料組合的情況下,成功地將不同的玻璃增強材料與(yu) AS4 CF增強基材焊接的機械強度測試結果。
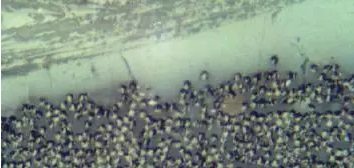
圖3 玻璃纖維和玻璃纖維複合物焊接的無氣孔焊縫區域
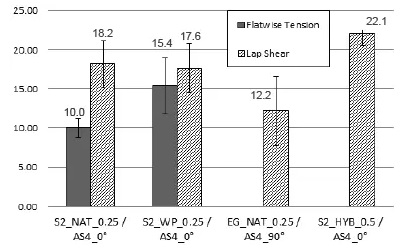

圖4 焊縫平拉與(yu) 剪切強度
總結
焊接實驗說明了高質量、高強度的激光焊接應用於(yu) 包括玻璃和碳纖維增強體(ti) 在內(nei) 的許多熱塑性複合材料的可行性。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們