




喜歡喝牛奶的朋友,是否都注意到包裝盒上經常印著“UHT”的字樣?UHT即超高溫瞬時滅菌,是處理鮮奶的一種常用滅菌工藝,通過將牛奶維持在135~140℃之間4~10s然後快速冷卻進行滅菌,既不影響牛奶的營養和風味,又能大大延長常溫下牛奶的保質期。

其實,在航空製造領域,也有這種思想的工藝存在。通過較短時間的加工,既不影響材料良好性能,又能延長使用壽命,這就是激光熔覆(Laser Cladding)。下麵就跟小編一起來了解一下吧。

1.什麽是激光熔覆


2.激光熔覆的特點
激光熔覆冷卻速度快(可達106K/s),屬於快速凝固過程,容易得到細晶組織或產生平衡態所無法得到的新相,如非穩相、非晶態等;塗層稀釋率低(一般小於5%),與基體呈牢固的冶金結合或界麵擴散結合,通過對激光工藝參數的調整,可以獲得低稀釋率的良好塗層,並且塗層成份和稀釋度可控。

熱輸入和畸變較小,尤其是采用高功率密度快速熔覆時,變形可降低到零件的裝配公差內;粉末選擇幾乎沒有任何限製,特別是在低熔點金屬表麵熔敷高熔點合金;熔覆層的厚度範圍越大,單道送粉一次塗覆厚度在0.2~2mm;能進行選區熔覆,材料消耗少,具有卓越的性能價格比;光束瞄準可以使難以接近的區域熔覆,工藝過程易於實現自動化。

3.激光熔覆的工藝原理
激光熔覆按熔覆材料的供給方式大概可分為兩大類,即預置式激光熔覆和同步式激光熔覆。
預置式激光熔覆是將熔覆材料事先置於基體材料表麵的熔覆部位,然後采用激光束輻照掃描熔化,熔覆材料以粉、絲、板的形式加入,其中粉末的形式最為常用。預置式激光熔覆的主要工藝流程為:基體材料熔覆表麵預處理-預置熔覆材料-預熱-激光熔化-後熱處理。

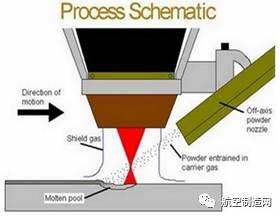
同步式激光熔覆則是將熔覆材料直接送入激光束中,使供料和熔覆同時完成。熔覆材料主要也是以粉末的形式送入,有的也采用線材或板材進行同步送料。同步式激光熔覆的主要工藝流程為:基體材料熔覆表麵預處理-送料激光熔化-後熱處理。
4.激光熔覆的重要工藝參數
1 激光功率
激光功率越大,熔化的熔覆金屬量越多,產生氣孔的概率越大。隨著激光功率增加,熔覆深度增加,周圍的液體金屬劇烈波動,動態凝固結晶,使氣孔數量逐漸減少甚至得以消除,裂紋也逐漸減少。當熔覆層深度達到極限深度後,隨著功率提高,基體表麵溫度升高,變形和開裂現象加劇。激光功率過小,僅表麵塗層熔化,基體未熔,此時熔覆層表麵出現局部起球、空洞等,達不到表麵熔覆的目的。

2 光斑直徑
激光束一般為圓形,熔覆層寬度主要取決於激光束的光斑直徑,光斑直徑增加,熔覆層變寬。光斑尺寸不同會引起熔覆層表麵能量分布變化,所獲得的熔覆層形貌和組織性能有較大差別。一般來說,在小尺寸光斑下,熔覆層質量較好;隨著光斑尺寸增大,熔覆層質量下降。但光斑直徑過小,不利於獲得大麵積的熔覆層。
3 熔覆速度
熔覆速度與激光功率有相似的影響。熔覆速度過高,合金粉末不能完全熔化,不能起到優質的熔覆效果;熔覆速度太低,熔池存在時間過長,粉末過燒,合金元素損失,同時基體的熱量輸入過大,會增加變形量。

5.激光熔覆與航空製造
1 激光熔覆成形用於零件製造
激光熔覆成形技術在無需任何硬質模具或模型的情況下,能快速製備出不同材料的複雜形狀的金屬零件,該技術突破了常規的機械製造概念,能夠製造出形狀任意的複雜金屬實體零件,對零件形狀複雜程度的適應性非常強,為複雜零件的製造提供了一條有效途徑。

航空航天工業正快速地采用較新的合金如Ti-6Al-4V,來製造高強度/重量比率、耐熱、耐疲勞和耐腐蝕的零件。但在這些新型合金的加工上,傳統工藝方法有許多難以克服的缺點,如生產隔板是用數英寸厚數千磅重的齒形合金板加工,得到這些合金板的時間要一年或一年以上。因為難以加工,加工這種零件需要花費昂貴的加工中心數百小時,磨損大量的刀具。而激光熔覆成形技術則在這方麵具有較大優勢,可以降低庫存和減少製造時間。

2 激光熔覆成形用於零件修複
激光熔覆成形技術對當前的修複工藝產生直接的影響,其優點包括工藝自動化、低的熱應力和變形等等。由於人們期望對飛機的壽命不斷延長,需要更加複雜的修複和檢修工藝。渦輪機齒片、葉輪和轉動空氣密封墊等零件正是通過更新可以延長已有結構壽命的零件,其中一些零件可以通過表麵硬化得到修複,然而許多其他零件需要更為複雜的修複工藝,並且由難加工的材料製成。激光熔覆修複工藝能應用於大範圍的材料而不降低母材性能,比起零件或工具的置換節約75%以上的成本。
例如用激光熔覆技術修複裂紋,由於非穿透性裂紋通常發生在非薄壁零件,其深度無法直接測量,其他修複技術無法發揮作用。此時采用激光熔覆技術,視情況多次打磨和探傷將裂紋逐步清除,打磨後的溝槽用激光粉末多層熔覆工藝填平,即可重建損傷結構,恢複其性能。

3 激光熔覆技術用於航空材料的表麵改性
采用激光法製備陶瓷塗層,可在金屬表麵預先進行陶瓷塗敷,然後再進行激光處理,使得塗層組織更加細密。也可以直接進行激光塗層:先噴塗過渡層(如NiCr、NiAl、NiCrAl、Mo等)材料,再用脈衝激光塗敷陶瓷材料,使過濾層中Ni、Cr合金與陶瓷中Al2O3、ZrO2附在基體表麵,形成多孔特性,使基體中的金屬分子也能擴散到陶瓷中,進而改善塗層的結構與性能。

隨著航空燃氣渦輪機向高流量比、高推重比、高進口溫度方向發展,燃燒室中的燃氣溫度和壓力不斷提高。陶瓷熱障塗層用於燃氣輪機的高溫合金表麵,起到隔熱作用,可降低金屬表麵溫度,提高燃氣溫度,從而提高燃氣輪機效率,延長其使用壽命。利用大功率激光器直接輻射陶瓷或金屬粉末,將其熔化後在金屬基體上快速凝固形成塗層,陶瓷與金屬基體為冶金結合,得到垂直於表麵的柱狀組織,形成性能良好的熱障塗層。

超高溫瞬時滅菌牛奶
其實,在航空製造領域,也有這種思想的工藝存在。通過較短時間的加工,既不影響材料良好性能,又能延長使用壽命,這就是激光熔覆(Laser Cladding)。下麵就跟小編一起來了解一下吧。
激光熔覆技術
1.什麽是激光熔覆
激光熔覆是指以不同的填料方式在被塗覆基體表麵上放置選擇的塗層材料,經激光輻照使之和基體表麵的薄層同時熔化,並快速凝固後形成稀釋度極低並與基體材料呈冶金結合的表麵塗層,從而顯著改善基體材料表麵的耐磨、耐蝕、耐熱、抗氧化及電氣特性等的工藝方法,從而達到了表麵改性或修複的目的,既滿足了對材料表麵特定性能的要求,又節約了大量的貴重元素。
激光熔覆加工
激光熔覆加工原理
2.激光熔覆的特點
激光熔覆冷卻速度快(可達106K/s),屬於快速凝固過程,容易得到細晶組織或產生平衡態所無法得到的新相,如非穩相、非晶態等;塗層稀釋率低(一般小於5%),與基體呈牢固的冶金結合或界麵擴散結合,通過對激光工藝參數的調整,可以獲得低稀釋率的良好塗層,並且塗層成份和稀釋度可控。
激光熔覆塗層
熱輸入和畸變較小,尤其是采用高功率密度快速熔覆時,變形可降低到零件的裝配公差內;粉末選擇幾乎沒有任何限製,特別是在低熔點金屬表麵熔敷高熔點合金;熔覆層的厚度範圍越大,單道送粉一次塗覆厚度在0.2~2mm;能進行選區熔覆,材料消耗少,具有卓越的性能價格比;光束瞄準可以使難以接近的區域熔覆,工藝過程易於實現自動化。
激光熔覆技術加工的圓柱體
3.激光熔覆的工藝原理
激光熔覆按熔覆材料的供給方式大概可分為兩大類,即預置式激光熔覆和同步式激光熔覆。
預置式激光熔覆是將熔覆材料事先置於基體材料表麵的熔覆部位,然後采用激光束輻照掃描熔化,熔覆材料以粉、絲、板的形式加入,其中粉末的形式最為常用。預置式激光熔覆的主要工藝流程為:基體材料熔覆表麵預處理-預置熔覆材料-預熱-激光熔化-後熱處理。
預置式激光熔覆
同步式激光熔覆則是將熔覆材料直接送入激光束中,使供料和熔覆同時完成。熔覆材料主要也是以粉末的形式送入,有的也采用線材或板材進行同步送料。同步式激光熔覆的主要工藝流程為:基體材料熔覆表麵預處理-送料激光熔化-後熱處理。
同步式激光熔覆
4.激光熔覆的重要工藝參數
1 激光功率
激光功率越大,熔化的熔覆金屬量越多,產生氣孔的概率越大。隨著激光功率增加,熔覆深度增加,周圍的液體金屬劇烈波動,動態凝固結晶,使氣孔數量逐漸減少甚至得以消除,裂紋也逐漸減少。當熔覆層深度達到極限深度後,隨著功率提高,基體表麵溫度升高,變形和開裂現象加劇。激光功率過小,僅表麵塗層熔化,基體未熔,此時熔覆層表麵出現局部起球、空洞等,達不到表麵熔覆的目的。
高功率激光束
2 光斑直徑
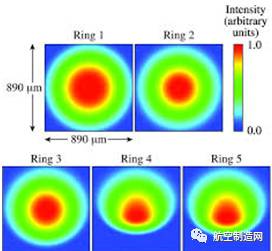
激光束一般為圓形,熔覆層寬度主要取決於激光束的光斑直徑,光斑直徑增加,熔覆層變寬。光斑尺寸不同會引起熔覆層表麵能量分布變化,所獲得的熔覆層形貌和組織性能有較大差別。一般來說,在小尺寸光斑下,熔覆層質量較好;隨著光斑尺寸增大,熔覆層質量下降。但光斑直徑過小,不利於獲得大麵積的熔覆層。
不同光斑直徑與能量分布
3 熔覆速度
熔覆速度與激光功率有相似的影響。熔覆速度過高,合金粉末不能完全熔化,不能起到優質的熔覆效果;熔覆速度太低,熔池存在時間過長,粉末過燒,合金元素損失,同時基體的熱量輸入過大,會增加變形量。
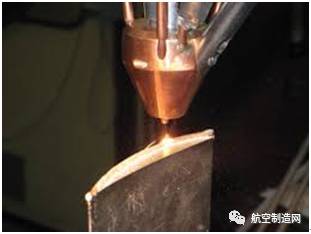
激光熔覆形成熔池
5.激光熔覆與航空製造
1 激光熔覆成形用於零件製造
激光熔覆成形技術在無需任何硬質模具或模型的情況下,能快速製備出不同材料的複雜形狀的金屬零件,該技術突破了常規的機械製造概念,能夠製造出形狀任意的複雜金屬實體零件,對零件形狀複雜程度的適應性非常強,為複雜零件的製造提供了一條有效途徑。
航空航天工業正快速地采用較新的合金如Ti-6Al-4V,來製造高強度/重量比率、耐熱、耐疲勞和耐腐蝕的零件。但在這些新型合金的加工上,傳統工藝方法有許多難以克服的缺點,如生產隔板是用數英寸厚數千磅重的齒形合金板加工,得到這些合金板的時間要一年或一年以上。因為難以加工,加工這種零件需要花費昂貴的加工中心數百小時,磨損大量的刀具。而激光熔覆成形技術則在這方麵具有較大優勢,可以降低庫存和減少製造時間。
激光熔覆成形用於合金板的加工
2 激光熔覆成形用於零件修複
激光熔覆成形技術對當前的修複工藝產生直接的影響,其優點包括工藝自動化、低的熱應力和變形等等。由於人們期望對飛機的壽命不斷延長,需要更加複雜的修複和檢修工藝。渦輪機齒片、葉輪和轉動空氣密封墊等零件正是通過更新可以延長已有結構壽命的零件,其中一些零件可以通過表麵硬化得到修複,然而許多其他零件需要更為複雜的修複工藝,並且由難加工的材料製成。激光熔覆修複工藝能應用於大範圍的材料而不降低母材性能,比起零件或工具的置換節約75%以上的成本。
激光熔覆用於發動機葉片修複
例如用激光熔覆技術修複裂紋,由於非穿透性裂紋通常發生在非薄壁零件,其深度無法直接測量,其他修複技術無法發揮作用。此時采用激光熔覆技術,視情況多次打磨和探傷將裂紋逐步清除,打磨後的溝槽用激光粉末多層熔覆工藝填平,即可重建損傷結構,恢複其性能。
激光熔覆修複齒輪表麵
3 激光熔覆技術用於航空材料的表麵改性
采用激光法製備陶瓷塗層,可在金屬表麵預先進行陶瓷塗敷,然後再進行激光處理,使得塗層組織更加細密。也可以直接進行激光塗層:先噴塗過渡層(如NiCr、NiAl、NiCrAl、Mo等)材料,再用脈衝激光塗敷陶瓷材料,使過濾層中Ni、Cr合金與陶瓷中Al2O3、ZrO2附在基體表麵,形成多孔特性,使基體中的金屬分子也能擴散到陶瓷中,進而改善塗層的結構與性能。
激光熔覆改善零件表麵特性
隨著航空燃氣渦輪機向高流量比、高推重比、高進口溫度方向發展,燃燒室中的燃氣溫度和壓力不斷提高。陶瓷熱障塗層用於燃氣輪機的高溫合金表麵,起到隔熱作用,可降低金屬表麵溫度,提高燃氣溫度,從而提高燃氣輪機效率,延長其使用壽命。利用大功率激光器直接輻射陶瓷或金屬粉末,將其熔化後在金屬基體上快速凝固形成塗層,陶瓷與金屬基體為冶金結合,得到垂直於表麵的柱狀組織,形成性能良好的熱障塗層。
燃氣輪機熱障塗層
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們