




長久以來,材料增強一直處於技術創新的前沿。強大的機器設備需要強大的組件,但材料限製對性能優化造成了關鍵性的障礙。激光衝擊強化(LSP,也稱激光噴丸技術)居於材料增強工藝的最前沿,這種工藝采用高能激光器將殘餘壓應力植入零件的關鍵部位,以此提高金屬材料的抗疲勞性。




激光噴丸工藝被航空和發電行業的原始設備製造商(OEMs)所采用,旨在改善其產品因磨損、腐蝕、異物損傷和疲勞等原因引發的抗裂性能。如今,經過近五十年的技術進展,第一批交鑰匙工業激光噴丸係統正將該技術整合到世界各地的製造工廠內。
技術起源
作為一種金屬改進工藝的激光噴丸技術是於20世紀70年代在位於美國俄亥俄州哥倫布市的巴特爾紀念研究所(Battelle Memorial Institute)誕生的。當時,研究所的研究人員在Jeff Dulaney博士的帶領下,積極探索是否可以使用高能、短脈衝激光器來改善材料特性。他們最初發現,使用1.2-2.2GW / cm2,32ns的高斯脈衝對7075鋁合金試件加工後,顯著提高了其拉伸強度。研究所使用的激光器的能量輸出高達500J,但是該係統超過15m長的尺寸以及較慢的脈衝速率(每6-8分鍾一個脈衝)使其在工業材料加工中變得非常不實用。
到了20世紀80年代,巴特爾研究所的工程師和科學家們設計和製造了一個用於激光噴丸工藝的先進的原型係統。大功率係統將長脈衝閃光燈與高重複率的振蕩器結合在一起,從而將先前笨重的單脈衝激光器轉換為在1Hz頻率條件下工作的200kW脈衝激光器。
20世紀90年代初,美國空軍遭遇了B-1“槍騎兵(Lancer)”配備的通用電氣(GE)F101發動機中異物損壞(FOD)的問題。 GE需要一種創新的材料增強解決方案來緩解這一異物損壞困擾,並與巴特爾研究所展開合作,共同探索激光噴丸處理F101風機葉片的優勢。
巴特爾研究所的科學家加工樣品並對其進行疲勞試驗後發現,具有模擬FOD損傷的經激光噴丸處理的風機葉片的疲勞壽命要優於新型、無損傷葉片的疲勞壽命。這是一個具有裏程碑意義的結果,因為美國空軍此前已投入大量資源,在每次飛行前對所有F101第一級風機葉片進行艱苦的人工檢查。
在B-1“槍騎兵”的使用壽命期間,由於潛在節省了數以百萬美元的成本,美國空軍授權開發用於疲勞增強的激光噴丸技術,通用飛機發動機集團(GE Aircraft Engines)開始使用新一代的雙梁式50J激光係統來對所有F101第一級風機葉片進行激光噴丸處理。
商業化進程
受F101研究結果和隨後的空軍需求的啟發,Dulaney博士離開了巴特爾研究所,並成立了LSP Technologies公司(位於俄亥俄州都柏林市),唯一的目的是將激光衝擊強化(激光噴丸)技術商業化。公司隨後開始將激光噴丸設備和服務作為一種疲勞增強解決方案進行推廣和銷售。
LSP Technologies構建了GE航空集團的初始激光噴丸係統,以及其自行用於用激光噴丸的內部生產係統:一個20W的基於釹(Nd)玻璃的閃光燈泵浦係統,並配以一套生產工作單元以及一款400磅容量的零件處理機器人。
LSP Technologies公司的工程師現正麵臨著將LSP技術完全成熟化,從而實現其最大效能和最高產能的挑戰。更高的重複率需要更堅固的光學玻璃以承受來自閃光燈的循環加熱,因此LSP Technologies與特種玻璃製造商Schott AG公司攜手合作,以確定具有定製Nd摻雜濃度的用於激光噴丸的更強的激光玻璃棒。更深的殘餘應力輪廓需要更複雜的建模工具和過程控製,而複雜的表麵幾何形狀需要集成的機器人來精確操縱零件。在激光噴丸技術不斷成熟的過程中,LSP Technologies公司開發並獲得了一係列專利許可,其中包括光束傳輸、激光脈衝切片、覆層應用和質量控製等創新方法。
這些技術改進使激光噴丸的效率變得更高,而成本更低,從而醞釀出新的商業應用以及激發更大的市場需求。LSP Technologies開始為航空、運輸、發電和模具行業的客戶提供激光噴丸服務—所有這些用戶都從其激光噴丸組件顯著提高的疲勞強度中獲益。激光噴丸工藝通過提高金屬部件的耐疲勞性,抗裂性以及抗損傷性來延長其使用壽命,同時降低了關鍵部件的維護和檢查需求。
激光噴丸的工作原理
顧名思義,激光噴丸將高能激光脈衝用於金屬表麵,以改善材料特性。在激光噴丸過程中,激光光束會射向零件表麵,生成7GPa的脈衝壓力,並以衝擊波的形式穿過零件,由此產生的殘餘壓應力可達普通噴丸的10倍以上。
噴丸是一種冷加工的機械工藝,通過表麵壓縮硬化賦予材料有益的應力。雖然傳統的噴丸方法更多依賴於錘擊或射彈射擊所產生的衝擊動能力,但激光噴丸采用高能激光脈衝來產生將壓應力植入零件的關鍵部位的等離子體脈衝。作為機械冷加工工藝,激光噴丸與其它依賴熱能來誘發加熱或熔化的激光材料加工工藝呈現出明顯的差異。
激光噴丸工藝是通過使用高能量、短脈衝激光係統以及各種覆層材料執行的。工藝開始前,先將一道不透明的覆層材料(通常為乙烯基膠帶或塗料)塗覆到目標表麵,以吸收激光能量並保護部件表麵免受熱效應影響。然後,將一道透明覆層(通常為水)塗在不透明的覆層上,並且用作填充介質以限製快速擴張的等離子體並放大部件表麵位置的壓力脈衝。
當激光脈衝被引導到目標物時,脈衝穿過透明覆層並撞擊不透明的覆層,從而產生高壓,並快速膨脹等離子體。受限等離子體爆破的高壓將高振幅應力波深入傳送到目標表麵,引起部件內的塑性變形和壓縮殘餘應力(圖1)。這層殘餘壓應力可根據零件可能的失效方式相應地植入。對重量敏感的設計來說,這將提高零件的負荷能力。
圖1:一張顯示激光噴丸工藝的原理圖
增強鈦或鋼等金屬的關鍵是產生振幅大於材料動態屈服強度的應力波。如果給定金屬的應力波幅度超過該值,材料便會發生塑性應變,因為微結構中的脫位會導致在零件中產生壓縮殘餘應力。
操作參數
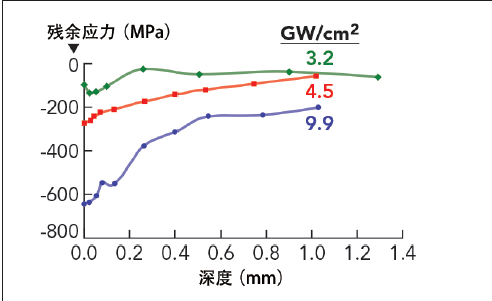
激光噴丸通過控製激光脈衝的強度和覆蓋範圍來調整壓縮殘餘應力場。不同的金屬需要不同的激光噴丸功率密度(GW / cm2),這取決於材料的動態屈服強度。例如,激光噴丸的高強度鋼所需的功率密度在9-10GW /cm2的範圍內。功率密度是激光脈衝能量,激光脈衝寬度和光斑尺寸的函數,並且將決定部件表麵上衝擊波的峰值壓力(圖2)。
圖2:較高的功率密度在Ti-6Al-4V(鈦合金)中產生較深的壓縮殘餘應力。
激光噴丸是唯一采用低於50ns脈衝寬度的高能激光脈衝的工業材料加工技術。短脈衝寬度產生更大的峰值功率,並在部件表麵產生更高的壓縮應力。激光噴丸係統采用普克爾盒脈衝切片機,以此縮短脈衝上升時間,實現短時間的強烈輻照。這將產生用於植入工件的壓縮應力的最佳功率密度。
圖3:LSP Technologies 公司開發的Procudo 200 激光噴丸係統。
有效的激光噴丸覆蓋是通過跨工藝區域的疊層來實現的。 光斑通常以至少33%的重疊度成排應用,產生抑製表麵或近表麵裂紋傳播的殘餘壓縮應力的均勻場。
圖4:Procudo 200 激光噴丸係統采用了二極管泵浦放大裝置。
下一代技術
現在,這種表麵增強技術能夠以完全集成的交鑰匙係統提供。LSP Technologies公司的Procudo 200激光噴丸係統專用於製造環境(圖3)。其配備嵌入式的200W二極管泵浦Nd:YLF激光器(圖4),該係統能夠在20Hz的重複頻率下傳送每脈衝10J的能量。該係統的其它特征包括帶有可選擇的能量和脈衝寬度的平頂波束(圖5),而二極管泵浦振蕩器為具有窄變性的高重複工藝提供了穩定,可重複的輸出(圖6)。
圖5:平頂波束空間分布提供平穩的能量分布,用於一致的處理結果。
該係統采用模塊化設計,可直接與生產線進行集成。可選擇的參數為操作人員提供了對任何尺寸或形狀的部件進行激光噴丸的靈活性,而自定義控件和診斷包可提供實時數據分析和過程控製。
Procudo激光噴丸係統已經引起了世界各地材料科學家和工程師的關注,從而在多個洲完成了以研究為導向的激光噴丸係統的安裝任務。位於中國廣東省的廣東工業大學已經安裝了一套相關係統,另一套將於2017年底之前安裝在位於德國漢堡的應用航空研究中心內。這些安裝項目也為許多研究人員首次提供了針對具有生產能力的激光噴丸設備的噴丸工藝進行研究的寶貴機會。
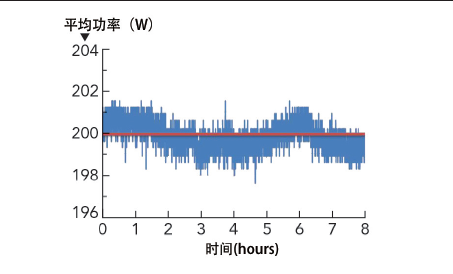
圖6:8 小時測試結果顯示了Procudo 200 激光噴丸係統的功率穩定性。
廣泛采用激光噴丸技術為消費者帶來的顯著優勢將是更安全的產品、更可靠的設備,並提升各行各業的工程能力。激光噴丸猶如外科手術,能夠將殘餘壓應力植入零件的關鍵部位,為設計師提供防止裂紋生成發展並能增加零件疲勞強度值的能力,使零部件獲得更長的使用壽命,以及其它更多的節省成本的優勢。隨著工程師和製造商持續挑戰材料能力的限製,激光噴丸將成為確保組件滿足創新需求的寶貴工具。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們