





疊加製造技術的可能性似乎是無限的。在熙熙攘攘的新技術的大肆喧囂下,研究人員和開發人員正在為3D打印機的使用尋找潛在應用領域。瑪帕公司作為精密刀具首屈一指的製造商之一,於2013年投資3D打印機,借助激光燒結手段開辟生產刀具的新方法。第一個項目已進入係列生產成熟期:用於生產直徑範圍在13mm以下的可轉位機夾式鑽頭QTD(專利申請中)。
激光燒結技術為精密刀具的製造提供了很大的設計自由度。在激光打印機的空間內,刀具的幾何參數可不受阻礙地創造,不再受到夾具、刀具以及生產手段的限製。在激光燒結過程中,材料的範圍是廣泛且不斷擴大的。瑪帕公司因此試圖通過激光燒結來製造那些通過傳統方法無法或無法最好地製造出來的刀具。其中一個例子是最初於2013年進入市場的小直徑可機夾式鑽頭QTD。
使用激光燒結實現最佳冷卻液通道設計
直徑大於13mm的標準的QTD早已經上市,受限製的主要原因是冷卻液管道。通常,刀體內部都有恒定螺距的冷卻液通道,冷卻引導到前部,隨後通過Y型分叉分配至刀片。刀具直徑越小,這種冷卻液供給係統對刀具性能的損害越大,這是因為中央冷卻液供給削弱了鑽頭鑽芯,致其不穩定。此外,采用機夾式鑽頭,冷卻液通道必須變得更小。這就導致前部刀片的冷卻液流速降低。這種機夾式鑽頭通常使用帶有螺旋冷卻液管道的鋼製刀體,大家都做不到直徑太小。
將激光燒結技術應用於刀的生產開辟了新的幾何自由度。具備螺旋冷卻液通道的,直徑範圍從9毫米至12毫米的刀體目前正通過3D打印機生產。與普通供液的刀體相比,這種設計可使冷卻液流量增加100%,主要原因是采用了異形冷卻液通道。此外,這種常規及3D燒結相結合的混合生產模式,可以進一步提高生產過程中的成本效益。
激光燒結技術為精密刀具的製造提供了很大的設計自由度。在激光打印機的空間內,刀具的幾何參數可不受阻礙地創造,不再受到夾具、刀具以及生產手段的限製。在激光燒結過程中,材料的範圍是廣泛且不斷擴大的。瑪帕公司因此試圖通過激光燒結來製造那些通過傳統方法無法或無法最好地製造出來的刀具。其中一個例子是最初於2013年進入市場的小直徑可機夾式鑽頭QTD。
使用激光燒結實現最佳冷卻液通道設計
直徑大於13mm的標準的QTD早已經上市,受限製的主要原因是冷卻液管道。通常,刀體內部都有恒定螺距的冷卻液通道,冷卻引導到前部,隨後通過Y型分叉分配至刀片。刀具直徑越小,這種冷卻液供給係統對刀具性能的損害越大,這是因為中央冷卻液供給削弱了鑽頭鑽芯,致其不穩定。此外,采用機夾式鑽頭,冷卻液通道必須變得更小。這就導致前部刀片的冷卻液流速降低。這種機夾式鑽頭通常使用帶有螺旋冷卻液管道的鋼製刀體,大家都做不到直徑太小。
將激光燒結技術應用於刀的生產開辟了新的幾何自由度。具備螺旋冷卻液通道的,直徑範圍從9毫米至12毫米的刀體目前正通過3D打印機生產。與普通供液的刀體相比,這種設計可使冷卻液流量增加100%,主要原因是采用了異形冷卻液通道。此外,這種常規及3D燒結相結合的混合生產模式,可以進一步提高生產過程中的成本效益。
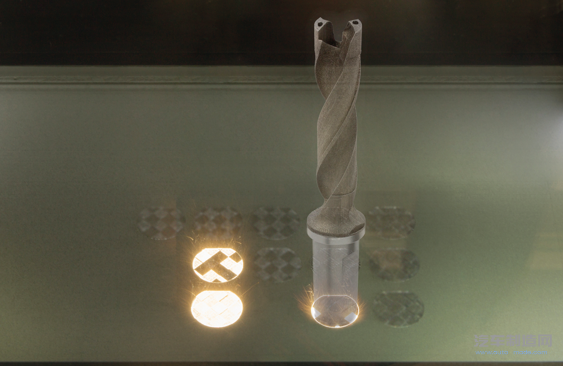
使用3D激光燒結工藝生產機夾式鑽頭QTD的刀體
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀


















 關注我們
關注我們