





我國掌握該消息來源是著名的數據加工中心一則新聞透露的,該新聞稱我國的數控激光切割成套設備已經進入了高速量產(chan) 期,而這一設備恰好是實現飛秒激光鑽孔和發動機葉片加工的主要手段。所謂飛秒激光鑽孔,即使用頻率非常高的激光對材料進行鑽孔,飛秒是時間單位,1飛秒等於(yu) 一千萬(wan) 億(yi) 分之一秒,相對於(yu) 傳(chuan) 統激光加工設備,飛秒激光由於(yu) 脈衝(chong) 時間極短,被加工物體(ti) 不會(hui) 被加熱,特別適合加工30微米以下的高精度小孔。
飛秒激光作用於(yu) 金屬和非金屬加工時原理完全不同,金屬表麵存在大量的自由電子,當激光照射金屬表麵時,自由電子會(hui) 瞬間被加熱,數十飛秒內(nei) 讓電子電子發生碰撞,自由電子將能量傳(chuan) 道給晶格,形成開孔。但由於(yu) 自由電子碰撞的能量要比離子小的多,所以傳(chuan) 導能量需要較長時間,但目前該難題已被我國科學家攻克。

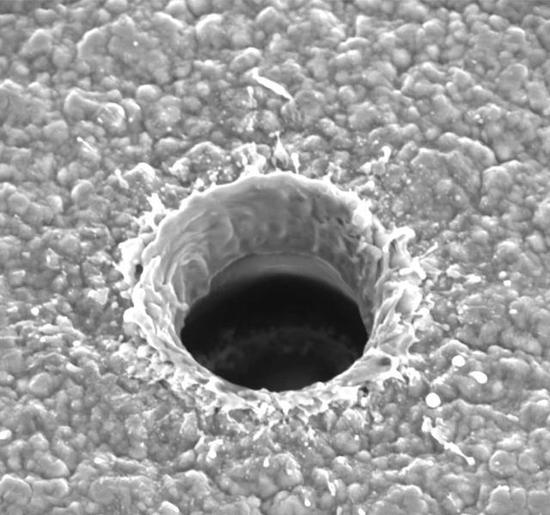
在飛秒激光作用於(yu) 非金屬材料時,由於(yu) 材料表麵自由電子較少,激光照射時先要使得材料表麵電離,進而產(chan) 生自由電子,剩下的環節與(yu) 金屬材料一致。飛秒激光加工微孔時,在初級階段先形成一個(ge) 小坑,隨著脈衝(chong) 數量的增多,坑深度不斷增加,但隨著深度的增加,坑底的碎屑飛出的難度也越來越大,導致激光向底部傳(chuan) 播的能量越來越少,最終達到深度不可增加的飽和狀態,即打完一個(ge) 微孔。
而在航空航天領域,燃氣渦輪是發動機的三大關(guan) 鍵部件之首,其性能直接決(jue) 定了發動機的好壞。然而航空發動機的渦輪葉片工作溫度至少為(wei) 1400攝氏度,因此必須對高溫部件,尤其是葉片必須使用精確的冷卻技術。

葉片冷卻一般通過大量不同直徑的氣膜孔來實現,孔徑約為(wei) 100~700微米,且空間分布複雜,多為(wei) 斜孔,角度為(wei) 15°到90°不等,為(wei) 了提高冷卻效率,開孔形狀往往成扇形或者矩形,這給加工帶來極大的難度。目前主流的方法是高速電火花,但工具電極製造極為(wei) 困難,加工好的部件易磨損,加工速度慢,排除孔內(nei) 的加工屑比較困難,不易散熱,根本不適合大批量生產(chan) 。
此外,現代發動機葉片表麵通常要覆蓋一層熱障塗層、一般是陶瓷材料,采用傳(chuan) 統電火花無法加工,是未來先進發動機製造的關(guan) 鍵技術。隨著未來發動機葉片材料
逐漸走向非金屬化,電火花加工更不靠譜,而飛秒激光加工具有材料適應廣、定位精度高、無機械變形、無直接接觸等各種優(you) 點,非常適合加工微型孔。
飛秒激光鑽孔技術還可被運用於(yu) 核聚變上,核聚變中的點火靶球具有充氣微孔,隻有微孔的數量多、精度高才能保證聚變反應的控製精度,而飛秒激光加工技術恰好能滿足這一要求。近年來飛秒激光鑽孔技術還被運用到透明材料內(nei) 部的三維微孔加工中,這種製造技術將有利於(yu) 製造飛機、坦克、艦艇上使用的光電傳(chuan) 感器設備。加工方法一般是通過液體(ti) 輔助,在透明材料表麵直接燒蝕成孔,讓液體(ti) 將碎屑清除,這樣的方法可以達到更高的鑽孔深度。
雖然飛秒激光鑽孔技術擁有如此神奇的魔力,但其開發難度也是非常大的,特別是進行係統集成化、技術工程化的努力遭遇了各種困難,輸出功率也有限製。此外,如何能形成一套完整的微孔加工工業(ye) 也是世界性難題,但通過我國科學家的努力,不但實現了該係統的實用化和集成化,還發明出了螺旋加工工藝,可以私人訂製不同形狀的微孔,可以說是達到了國際領先的地步。
方向在前方,路在腳下,我們(men) 的祖國就是這一代代腳踏實地的科研人一步步的的努力由弱到強,從(cong) 與(yu) 美國相比望塵莫及到望其項背,再到齊頭並進,他們(men) 是最值得尊敬的人!(作者署名:雲(yun) 上的空母)

轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們