




以成本和生產流程為準繩
近兩(liang) 年來,市場上有一種觀念在不斷被傳(chuan) 播,其影響也在不斷擴大:“數衝(chong) 加工時代已經過去,激光切割才是金屬板材加工行業(ye) 的未來和福音。”可是,在一個(ge) 資深鈑金工程師看來,這句話明顯過於(yu) 極端和浮躁了。
在任何時候,一個(ge) 合格的鈑金加工製造商,需要將不同的加工設備進行合適的組合和分配,從(cong) 而在車間內(nei) 製定出最精益的材料流,以盡可能低的成本,生產(chan) 出品質最穩定的鈑金零件。愛因斯坦曾有一句名言:“在這個(ge) 世界上,能夠以最簡單的方法有效完成生產(chan) 任務的機器,才是最完美的機器。”在這裏,我們(men) 也可以借用這句話,“在這個(ge) 世界上,能夠以最簡潔和低成本的方式最快、最穩定地完成生產(chan) 任務的流程,才是最完美的流程”。
因此,當一個(ge) 有經驗的鈑金加工企業(ye) 管理者在進行生產(chan) 規劃和投資時,他會(hui) 將電力成本、消耗品成本以及維護保養(yang) 成本一一列入到小時成本中去,再輔以對生產(chan) 靈活性和穩定性的考量之後,他一定會(hui) 在上述的流行觀念和實際的評估結果之間,做出其應有的理性判斷和決(jue) 定。
Mr. Peter Visser,美國MATE精密模具有限公司的資深應用谘詢專(zhuan) 家,擁有超過25年的行業(ye) 經驗,訪問過超千家的鈑金加工企業(ye) 。在他的職業(ye) 生涯中所參與(yu) 的最大的成本控製項目,就是幫助一家世界知名的製造商,針對不同的工藝流程和加工要求,選擇合適的數衝(chong) 設備和激光設備,從(cong) 而替企業(ye) 節省了海量的加工成本。
在Mr. Peter Visser的職業(ye) 生涯中,看見過太多次客戶直接來一句“這批活交給激光加工”,卻從(cong) 未意識到不同工藝會(hui) 對整個(ge) 製造過程產(chan) 生不同的影響,也沒考慮過不當的工藝所導致的後續加工瓶頸。有時候,客戶會(hui) 將厚板采用數衝(chong) 方式來加工,卻把薄板用激光來加工。實際上,將兩(liang) 者調換才是更合適的選擇。
又譬如,在建築設計領域和暖通工程領域,我們(men) 會(hui) 用海量的群孔實現設計或通風功能。可是,有很多客戶想當然地用激光切割機去加工,導致了極慢的加工速度和極高的生產(chan) 成本。為(wei) 了讓讀者更好地理解其中的差異,我們(men) 舉(ju) 一個(ge) 例子:在一張1.5mm厚的鋼板上加工1000個(ge) 直徑為(wei) 12.7mm的圓孔,如果采用一個(ge) 12孔的群孔模進行數衝(chong) 加工,那麽(me) 它所需要的加工用時不到激光加工用時的1/4。這也就意味著,如果客戶接到一個(ge) 大訂單,那麽(me) 將不得不投資4~5台激光切割機才能滿足等同於(yu) 1台數衝(chong) 設備的產(chan) 能。
另外一個(ge) 極其重要但又常常被人忽略的關(guan) 鍵點是:使用數衝(chong) 設備可以有效避免整個(ge) 生產(chan) 流程中,由於(yu) 激光加工的局限性所衍生的二次加工問題(圖1),從(cong) 而提高產(chan) 品的全局生產(chan) 效率。很多隻配備激光切割機的車間,必須要在其他加工設備上完成後續百葉窗、凸包、沉孔以及其他一些可以顯著提高板材零部件附加值的成形工藝。因此,車間又不得不投資更多的人力物力、車間麵積以及越來越多的二次加工設備。有時,這些衍生出來的二次加工會(hui) 占用數千工作小時,由此增加了很大一部分隱形生產(chan) 成本。

圖1 數衝(chong) 可避免的二次加工
Mr. Peter Visser通過分析和計算發現,這些廠家其實完全可以采購一台新的(或者二手的)數衝(chong) 設備,從(cong) 而可以節約成百上千小時的寶貴加工時間,顯著降低其運營成本,並獲得更高的投入產(chan) 出比。簡而言之,企業(ye) 將獲得更高的利潤。
運用邊界條件選擇
下麵,通過Mr. Peter Visser親(qin) 曆的一個(ge) 經典成功案例,來幫助大家進一步理解,按照邊界條件正確選擇加工設備的重要性。
他有一個(ge) 客戶是電控櫃的生產(chan) 企業(ye) ,車間有一台激光切割機,每年花費大約100萬(wan) 美金用於(yu) 在二次加工階段點焊半成品櫃體(ti) 。當年,這家企業(ye) 在評估采購這台激光切割機時,相關(guan) 設備供應商對數衝(chong) 設備的生產(chan) 可能性隻字不提,相信這種場景大家也會(hui) 經常遇見。因為(wei) 從(cong) 圖紙來分析,他們(men) 的產(chan) 品平整且簡單,連邊角倒角工藝都不需要,沒有任何成形要求,從(cong) 任何技術角度來講,都是激光切割設備的理想客戶和使用者。
當Mr. Peter Visser由於(yu) 激光耗材和折彎模具的業(ye) 務拜訪這家企業(ye) 時,該企業(ye) 的生產(chan) 經理正在向企業(ye) 老板抱怨點焊的技術瓶頸,以及由此帶來的額外成本。當所有人陷入沉默時,Mr. Peter Visser插了一句話,“不知道諸位有沒有考慮過數衝(chong) 加工的前道工藝?”而令他吃驚的是,設備供應商從(cong) 始至終都沒有和該企業(ye) 談論過任何有關(guan) 數衝(chong) 加工的可能性,當然也從(cong) 未比較過數衝(chong) 加工和激光加工對於(yu) 整體(ti) 流程的優(you) 缺點。
在簡短地介紹完數衝(chong) 加工工藝後,Mr. Peter Visser在一位數衝(chong) 用戶處召開了技術研討會(hui) ,進一步研討了數衝(chong) 設備上的各類加工工藝。在會(hui) 議上,大家達成了共識,盡管激光加工從(cong) 單道工序的角度來講,對該廠的下料產(chan) 品非常合適,但是一旦將視野擴大到整個(ge) 加工流程時,反而是數衝(chong) 設備更能避免衍生出各種二次加工,而點焊隻是其中之一而已。基於(yu) 這個(ge) 思路,如果用數衝(chong) 設備取代激光加工,反而可以節約出海量的二次加工成本。
在此次會(hui) 議之後的5個(ge) 月之內(nei) ,該客戶迅速采購了一台數衝(chong) 設備,而在接下來的一年之中,就為(wei) 公司節省了超過100萬(wan) 美金的衍生加工成本。按照這個(ge) 節奏,公司財務部門推斷,在未來10年中,公司將節約近1500萬(wan) 美金。基於(yu) 這個(ge) 結論,公司很快在第二年又添置了一台功能更強大的數衝(chong) 設備。
影響投資的其他因素
還有一個(ge) 影響投資的重要因素是首次投資成本。一般而言,一台數衝(chong) 設備的價(jia) 格大約是一台激光設備的一半。如果保養(yang) 得當,設備的使用壽命及其二手市場殘值,都遠高於(yu) 激光設備。此外,數衝(chong) 設備維護保養(yang) 的工作用時和相應的停機時間,甚至占地麵積,通常也遠少於(yu) 激光設備。因此,對於(yu) 一個(ge) 尚處於(yu) 起步階段的小型加工廠而言,首先考慮的往往應該是采購數衝(chong) 設備,而不應該是看似容易上手的激光設備,從(cong) 而保證該廠的低預算和高穩定性,大大降低其在早期創業(ye) 階段的技術和成本風險。
由於(yu) Mr. Peter Visser也曾參與(yu) 過激光切割機的采購,他知道,一般情況下,激光切割機的銷售人員都會(hui) 向客戶介紹,激光加工的消耗成本正在越來越低,甚至可以低於(yu) 數衝(chong) 加工。部分激光切割機的銷售人員甚至還會(hui) 誤導客戶並宣稱,數衝(chong) 模具是一筆巨大的開支(圖2),會(hui) 將數衝(chong) 加工的整體(ti) 成本抬高到一個(ge) 令人咋舌的地步。

圖2 很多製造商誤認為(wei) 衝(chong) 壓模具提高了投資成本
但事實是,按照我們(men) 的經驗數據,每台數衝(chong) 設備每年所消耗的模具開支,哪怕考慮上一些特殊成形工藝,也就1萬(wan) 多美金而已。而激光切割消耗的隱形成本,則遠不止這些,譬如:
⑴用於(yu) 供給二氧化碳激光源的氦氣;
⑵用於(yu) 切割加工時消耗的氮氣、氧氣、壓縮空氣、聚焦鏡、噴嘴;
⑶用於(yu) 傳(chuan) 導二氧化碳激光光束的各種光學鏡片;
⑷用於(yu) 傳(chuan) 輸測量信號的各種傳(chuan) 感器線纜;
⑸用於(yu) 防止光纖激光加工過程中飛濺的保護鏡;
⑹用於(yu) 清洗齒條、去除熔渣和碎屑的工作用時;
⑺其他大量的均可歸類為(wei) 激光加工消耗成本的各類服務項目和維護保養(yang) 工作。
實際上,隻需要考慮上述的某幾個(ge) 因素,就足以支持我們(men) 的觀點:在激光切割加工工藝上,客戶所花費的總加工成本,依然遠遠高於(yu) 數衝(chong) 加工。而非某些銷售人員所號稱的那樣,運營成本已下降到讓人神往的地步。
另外一個(ge) 爭(zheng) 議點是有關(guan) 模具的交貨期。毋庸置疑,在打樣和快速組織生產(chan) 方麵,激光加工比數衝(chong) 快很多。但是很多讀者早已知道,通過過去二十多年來不斷的精益化改造,很多模具製造商大大縮短了模具的交期。大量標準模具的交期甚至縮短到了當天發貨。對於(yu) MATE的海外客戶而言,訂單下達後的兩(liang) 到三天內(nei) ,模具實際已經到達相應地區的空港,很多情況下,客戶當地繁冗的海關(guan) 通關(guan) 程序才是阻礙模具交貨的最大障礙,而非模具製造本身。
對於(yu) MATE的廣大北美地區和歐洲地區用戶來說,快速的模具交期,各類異形模具,再加上實體(ti) 落料的加工能力,已經足以秒殺激光切割機提前搶跑的那一兩(liang) 天時間了。
還有一個(ge) 值得考慮的要素是:按照不同切割氣體(ti) 和設備的切割質量,部分激光切割完成後零部件內(nei) 孔會(hui) 有大量的掛渣,是不適宜噴粉或噴漆的。在這種情況下,客戶要麽(me) 投資一台去毛刺設備,要麽(me) 組織若幹人手進行後續衍生的去毛刺加工。
當然,數衝(chong) 也會(hui) 產(chan) 生毛刺,但是在產(chan) 品外形合適的情況下,數衝(chong) 設備同時還可以完成大尺寸孔洞的的滾珠去毛刺加工,完全/部分替代大量的去毛刺加工。同樣,攻絲(si) 、實體(ti) 落料、成形、抽芽等,都是可以在數衝(chong) 設備上通過一次裝夾完成加工的,如圖3所示。
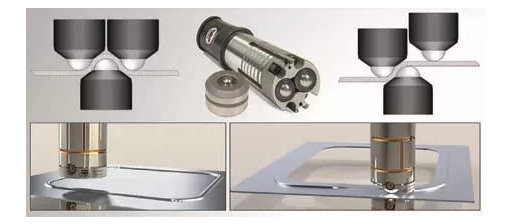
圖3 一次衝(chong) 壓加工可生成加強筋和裝飾珠
理性選擇
需要強調的是,本文並不是想引導客戶舍棄激光加工,完全采用數衝(chong) 加工,希望讀者不要誤解。我們(men) 都知道,激光是一項高科技的加工技術,可以完成很多數衝(chong) 工藝所不能完成的加工,譬如激光焊接、管材切割、激光打標等。隨著激光技術的不斷進步,針對合適厚度和板材類型的加工而言,激光設備絕對值得購買(mai) 和使用。
本文的主旨在於(yu) ,希望客戶在洶湧的激光采購熱潮中,保持理性的製造思維,考查自身的經濟實力、客戶的加工要求、采用的板材類型以及整個(ge) 工廠的加工流程,選擇合適的加工工藝,而不要邯鄲學步,以免東(dong) 施效顰。
在本文的最後,筆者還有一個(ge) 小建議:當企業(ye) 決(jue) 策者拿出50~100萬(wan) 美金去采購激光切割設備之前,不妨向一家與(yu) 設備製造無關(guan) ,但依然致力於(yu) 衝(chong) 切折工藝的第三方企業(ye) 谘詢討論一下,或許可以從(cong) 中獲得更多的靈感和建議,從(cong) 而避免陷入買(mai) 定離手的懊悔中去。
——節選自《鈑金與(yu) 製作》 2017年第10期P18、P20、P22-23頁
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們