




激光再製造作為(wei) 一種較為(wei) 先進的修複手段,在石油、煤炭、鋼鐵、電力、航空航天等行業(ye) 具有廣泛的用途。激光再製造包括激光熔覆、激光淬火、激光合金化等技術,其中激光再製造中的激光淬火作為(wei) 自動化控製的柔性加工方式,不僅(jin) 可以使損傷(shang) 的零部件恢複外形尺寸,幾乎不變形或少變形,且淬火後無需回火,淬火硬度比常規方法高。
繼《激光熔覆工藝介紹及應用案例》後,本文對激光再製造的另一工藝——激光淬火進行實際應用及分析。
一、激光淬火
激光淬火也稱激光相變硬化,屬於(yu) 表麵熱處理範疇。激光淬火通過激光束掃描工件表麵,使工件表麵迅速升溫到相變溫度以上、熔化溫度以下,然後停止或移開激光束,熱量從(cong) 工件表麵向基體(ti) 內(nei) 部快速傳(chuan) 導,表麵得以急劇冷卻,使受熱層快速冷卻到馬氏體(ti) 相變點以下,進而實現工件的表麵相變硬化。
與(yu) 激光淬火相對應的感應淬火及熱處理爐是常規的加工手段,然而感應淬火工具專(zhuan) 用性高(一個(ge) 部位一種感應器,甚至要求一種專(zhuan) 用定位夾具)、不適應形狀複雜的零件、易產(chan) 生淬火裂紋等缺點,而激光淬火具有自動化控製、柔性加工、零件變形小、淬火後無需回火、淬火硬度比常規方法高約5%~20%、低碳環保等諸多優(you) 點,這些優(you) 點使激光淬火加工逐漸受到關(guan) 注。
二、激光淬火應用及工藝說明
本次激光淬火實驗以傳(chuan) 動軸為(wei) 例,簡要介紹激光淬火工藝應用。
1、工件情況
實驗工件傳(chuan) 動軸
2、淬火目標
(1)表麵全部淬火
(2)表麵硬度:>HRC51
(3)淬硬層深度:>0.8mm
(4)圓跳度:<0.01mm
3、實驗設備

創鑫激光再製造專(zhuan) 用MFMC-3000W多模連續光纖激光器,高效率、高可靠性、免維護運行、產(chan) 品設計和測試都充分考慮了安全性。光電轉換效率高達30%。廣泛應用於(yu) 不鏽鋼、碳鋼、鍍鋅板、銅板、鋁板等厚板材料的高質量切割和焊接。

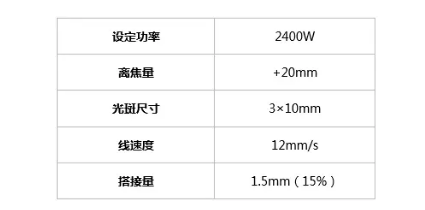
4、工藝參數設置
三、激光淬火步驟

四、淬火效果
根據工藝方案進行淬火處理後,表麵硬度:HRC52-54,淬火深度0.8mm處硬度為(wei) HRC40-42,搭接軟化帶寬度0.3mm,硬度為(wei) HRC35-38,圓跳度<0.01mm,工件淬火前後圓跳度無變化,表麵粗糙度無變化,無淬火缺陷。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們