




隨著不鏽鋼板深入到各種生產(chan) 製造領域中,薄板不鏽鋼板焊接加工也就成為(wei) 生產(chan) 製造中一個(ge) 重要工序。
為(wei) 了節約成本、提高生產(chan) 效率,這些行業(ye) 越來越廣泛的開始應用激光焊接工藝,所選擇的激光器光源也由氣體(ti) 激光器逐漸轉變為(wei) 固體(ti) 激光器。
固體(ti) 激光器中YAG激光器、光纖激光器和半導體(ti) 激光器在焊接薄板不鏽鋼中各有優(you) 勢,具體(ti) 特點如表1所示。
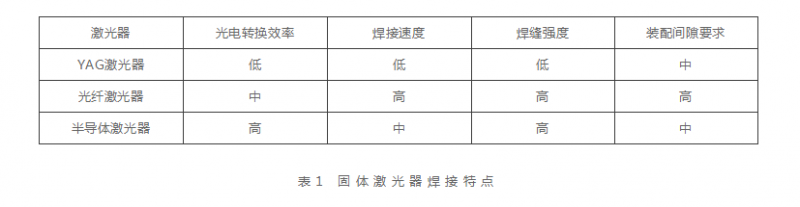
從(cong) 表1中可以看出,與(yu) YAG激光器和光纖激光器相比,半導體(ti) 激光器在光電轉換效率、焊接速度、焊縫強度、裝配間隙要求等方麵均有一定優(you) 勢。
焊縫的力學性能直接決(jue) 定了產(chan) 品的使用要求和使用壽命。那麽(me) ,半導體(ti) 激光和光纖激光的焊縫力學性能是什麽(me) 樣的關(guan) 係?
下麵我們(men) 以焊接0.7mm不鏽鋼為(wei) 例進行焊接試驗,看看半導體(ti) 激光焊接和光纖激光焊接的不同試驗結果。
焊縫橫斷麵如圖1所示,從(cong) 圖1中可以看出光纖激光焊縫熔寬為(wei) 1.203mm,而半導體(ti) 激光焊縫熔寬較大,達到了1.581mm。
光纖激光焊接 ↓
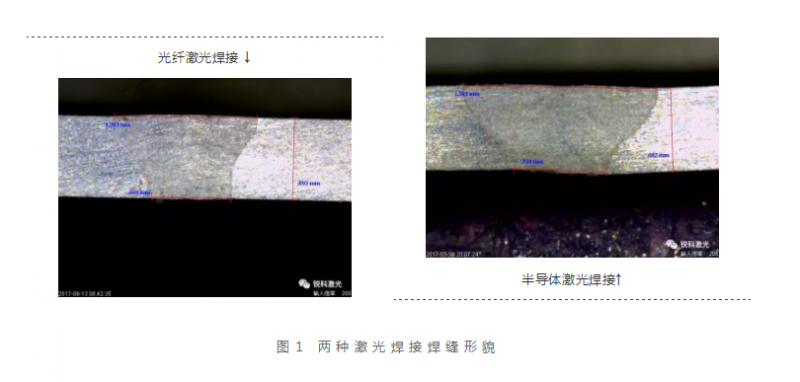
圖1 兩(liang) 種激光焊接焊縫形貌
對兩(liang) 種激光焊接試樣進行拉伸試驗,試驗結果如圖2所示,從(cong) 圖2中可以看出光纖激光焊接試樣最大抗拉強度為(wei) 10.8kN左右,半導體(ti) 激光焊接試樣最大抗拉強度10.1kN左右,兩(liang) 者最大抗拉強度相差較小。
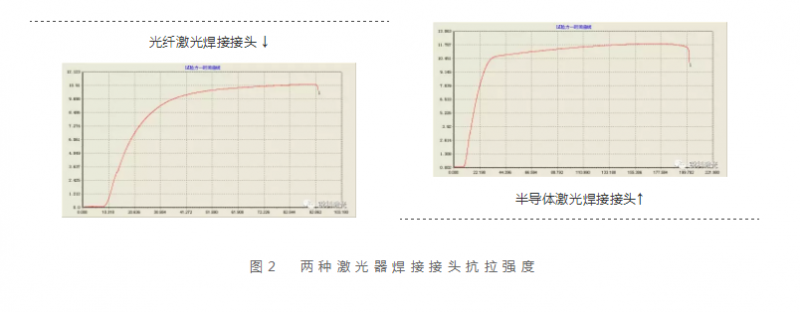
圖2 兩(liang) 種激光器焊接接頭抗拉強度
在相同聚焦光斑情況下進行不同板厚裝配間隙焊接試驗,試驗結果如表2所示。
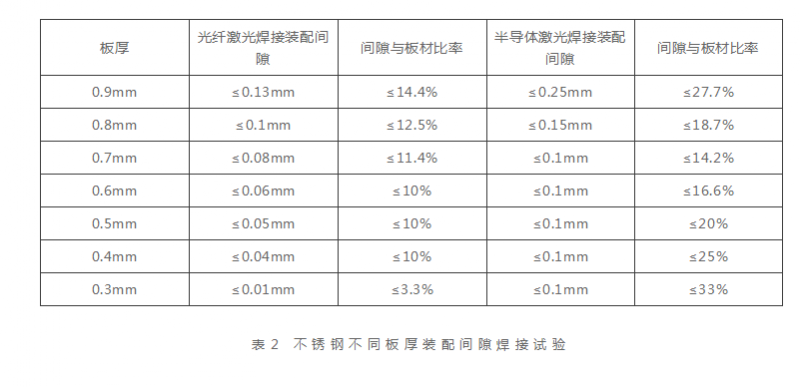
通過以上表2數據,我們(men) 繪製出板厚與(yu) 裝配間隙關(guan) 係曲線,如圖3所示。
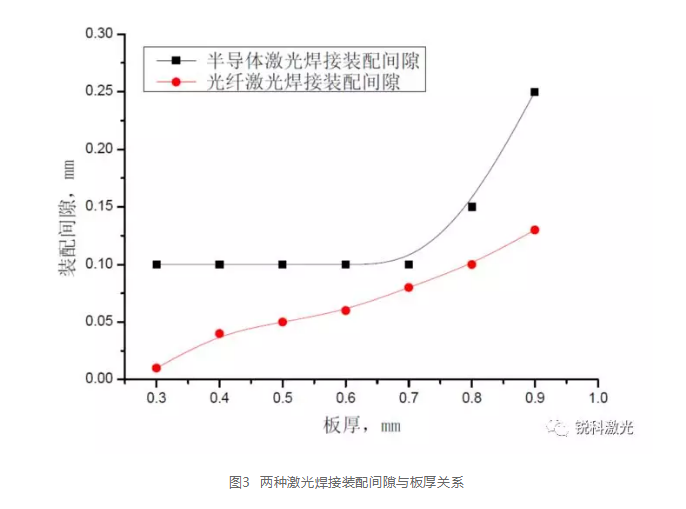
從(cong) 圖中可以看出在不同板厚下半導體(ti) 激光焊接裝配間隙均大於(yu) 光纖激光焊接裝配間隙,隨著板厚的增加裝配間隙相差越大。
光纖激光焊接的裝配間隙可達板厚的3.3%~14.4%,而半導體(ti) 激光焊接的裝配間隙可達板厚的14.2%~33%,半導體(ti) 激光在裝配間隙方麵優(you) 勢明顯。
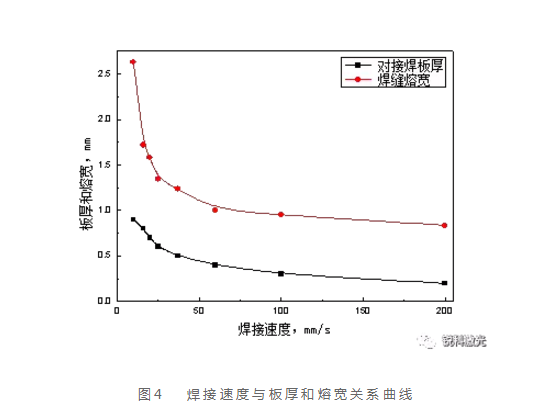
另外,在焊接速度方麵,相較於(yu) YAG激光焊接,半導體(ti) 激光的焊接速度優(you) 勢明顯。
圖4為(wei) 半導激光焊接薄板不鏽鋼試驗焊接速度與(yu) 板厚和熔寬的關(guan) 係曲線,可以看出,焊接速度隨著板厚減小而快速增加。
半導體(ti) 不鏽鋼薄板焊接在某些領域具有獨特的優(you) 勢,待開發的市場也很大。
產(chan) 品推薦

銳科激光研發的中高功率光纖輸出半導體(ti) 激光器,其中500W~3000W的產(chan) 品可應用於(yu) 金屬薄板熱傳(chuan) 導焊接。通過熱傳(chuan) 導焊接,激光沿著需要連接的軌跡將板材熔化,使兩(liang) 塊薄板連接處熔化結合,冷卻後形成焊縫。
熱傳(chuan) 導焊類似於(yu) 點焊,但是激光束在熔池形成後是移動的。比起傳(chuan) 統焊接,激光熱傳(chuan) 導焊接不僅(jin) 可以減少材料變形,而且是一種更快的焊接方式。另外,它無需任何後續處理即可實現光滑、無孔的焊縫。
應用市場:不鏽鋼焊接
應用行業(ye) :建築五金、五金工具、日用五金焊接
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們