



一、目前25微米和35微米通孔
傳(chuan) 統鑽孔方式
一般紫外激光鑽孔機,會(hui) 把激光光斑設置在15微米~25微米之間,因此要鑽25微米的通孔,基本上都是直接燒孔方式加工。所謂燒孔方式加工,就是振鏡跳轉到待加工孔位就定住,激光出光,直接把銅箔和PI擊穿,形成25微米通孔。
對於(yu) 35微米通孔,則有兩(liang) 種情況,一種情況是調整一下外光路和激光參數或者采取激光焦點離焦的做法,讓激光對銅箔的有效光斑加大到35微米,采用和25微米通孔鑽孔一樣的燒孔方式加工,這樣可以快速燒出需要的通孔,然後讓外光路調整回來或者激光焦點回到焦點位置,使得激光焦點恢複正常光斑大小,再把定位孔和其他孔加工一遍,其實也是采用了兩(liang) 次加工的思路。這個(ge) 思路最大問題是整體(ti) 精度會(hui) 受到影響,且通孔會(hui) 過熱。另一種投機取巧的方法是采用括弧旋切方式進行旋切加工,例如光斑20微米,要旋切35微米直徑通孔,那麽(me) 激光焦點中心旋切直徑是35微米-20微米=15微米,這已經超越了一般振鏡的有精度的切割範圍,因此,實際上其鑽孔軌跡是彎月亮的形狀,這是振鏡旋切能力不足造成的。
二、25微米和35微米通孔
傳(chuan) 統方式鑽孔的缺陷
對於(yu) 25微米和35微米通孔的燒孔方式鑽孔,毫疑問,有以下可能缺陷產(chan) 生:
由於(yu) 激光是定點燒孔,因此等離子體(ti) 很強,孔口毛刺很多,這一點很容易理解。
激光定點燒孔,孔口形狀與(yu) 光斑形狀密切相關(guan) ,同時與(yu) 等離子體(ti) 形狀相關(guan) ,而等離子體(ti) 的建立是隨機的,因此微孔孔口形狀也是在變化,圓度不好。
激光定點燒孔,激光能量非常集中,等離子體(ti) 也非常集中,這樣銅箔受熱很嚴(yan) 重,很容易造成銅箔和PI嚴(yan) 重分層,這種分層屬於(yu) 嚴(yan) 重品質不良。那種采用大功率激光離焦定點燒孔,以獲得最快的35微米燒孔速度的設備廠家,是否會(hui) 預料這種方式最終產(chan) 品可能不被市場接受呢。
25微米和35微米通孔孔徑已經很小了,需要很好的電性能,如果再出現黑線,實在屬於(yu) 不好的現象。
前麵都是講的孔內(nei) 過熱造成的現象,即使在表層孔口周圍,也是大量的熱影響區存在。這其實也是對表層銅箔進行了一次表麵激光正火處理。
25微米通孔電鍍,要防止孔口電鍍速度快,孔內(nei) 電鍍速度慢,最終孔口封閉,孔內(nei) 空腔,這是要嚴(yan) 格避免的,因此25微米通孔最好是帶錐度的通孔,有利於(yu) 電鍍不留孔內(nei) 空腔。
對於(yu) 35微米通孔的旋切方式鑽孔,隻能認為(wei) 那是一種假旋切,否則隻能用蝸牛般的效率進行真旋切,沒有實際意義(yi) 。如果是假旋切,由於(yu) 振鏡速度不均勻,孔內(nei) 激光光斑重疊度也不均勻,因此會(hui) 造成孔內(nei) 諸多不良,在此不再描述。
三、全新的激光微孔鑽孔方式
——旋切鑽孔
對於(yu) 25微米和35微米通孔鑽孔,武漢銥科賽科技創新的自主研發生產(chan) 紫外激光鑽孔機,采用了高速旋切鑽孔方式,對銅箔厚度12微米以內(nei) 的雙麵銅箔進行旋切鑽孔,可以獲得圓度高、熱影響區小、錐度可調的25微米通孔,35微米通孔旋切鑽孔更為(wei) 輕鬆。這是25微米激光通孔鑽孔的一個(ge) 革命性變化。
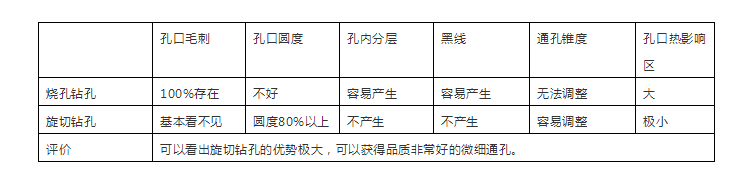
四、燒孔鑽孔與(yu) 旋切鑽孔的比較
為(wei) 了對燒孔鑽孔和旋切鑽孔的效果進行比較,特列表如下:
由於(yu) 旋切鑽孔解決(jue) 了25微米通孔鑽孔問題,直接為(wei) 減成法生產(chan) COF板鋪平了道路,有關(guan) 采用減成法生產(chan) COF的發明專(zhuan) 利正在申請中。
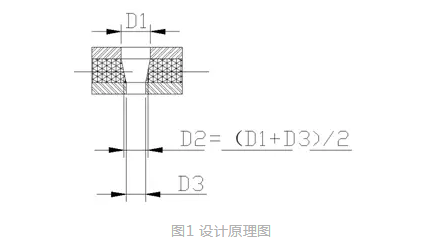
根據國內(nei) 終端龍頭企業(ye) 技術部門提出的需求,需要實現錐度通孔,這樣有利於(yu) 電鍍和品質提升。
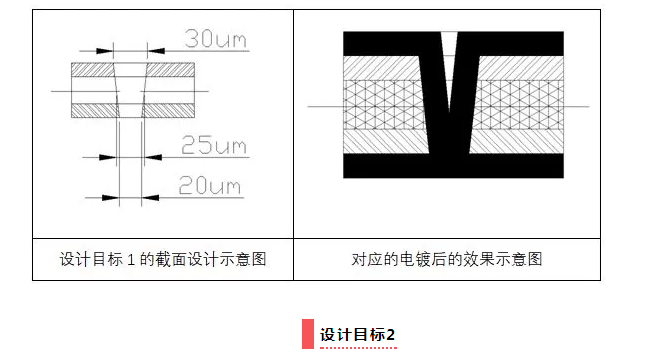
目標通孔孔底直徑20微米,通孔入口孔徑直徑分別設置30微米和35微米,孔腰直徑分別是25微米和27.5微米,錐度分別是66.7%和57%,已經屬於(yu) 比較大的錐度了。
上層銅切割全數1圈,開銅圓形直徑30微米;下圈切割開銅,開銅圓形直徑20微米,目標:電鍍前錐形孔,電鍍後一端開口,電鍍無黑線。
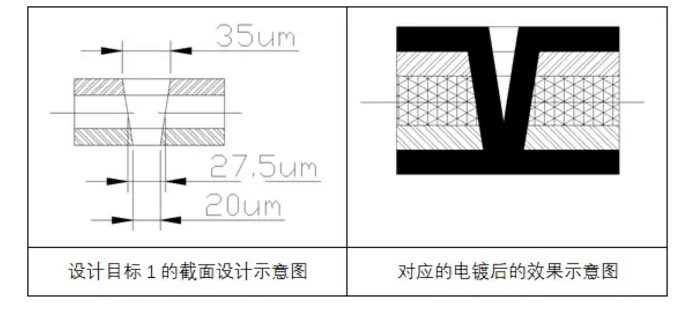
上層銅切割全數1圈,開銅圓形直徑35微米;下圈切割開銅,開銅圓形直徑20微米,目標:電鍍前錐形孔,電鍍後一端開口,電鍍無黑線。
1、采用旋切方式加工25微米通孔,可以調整錐形孔的錐度,減小熱效應不良影響,最終提升25微米鑽孔品質。
2、采用這個(ge) 方法,對於(yu) 超精細線路的製作有非常好的好處,采用本公司申請的發明專(zhuan) 利方法,使得減成法製作COF成為(wei) 現實。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們