




激光焊接是現今人們(men) 所掌握的各種焊接技術中最好的焊接方法,與(yu) 傳(chuan) 統焊接相比,激光焊接的優(you) 勢在於(yu) : 熱變形小、焊接精度高、噪聲小、無汙染、易於(yu) 實現自動焊接 、還可進行複合焊接。雖然初期投資較大,但加工成本比機械加工要少50%。激光焊接有著傳(chuan) 統焊接無法取代的優(you) 勢。

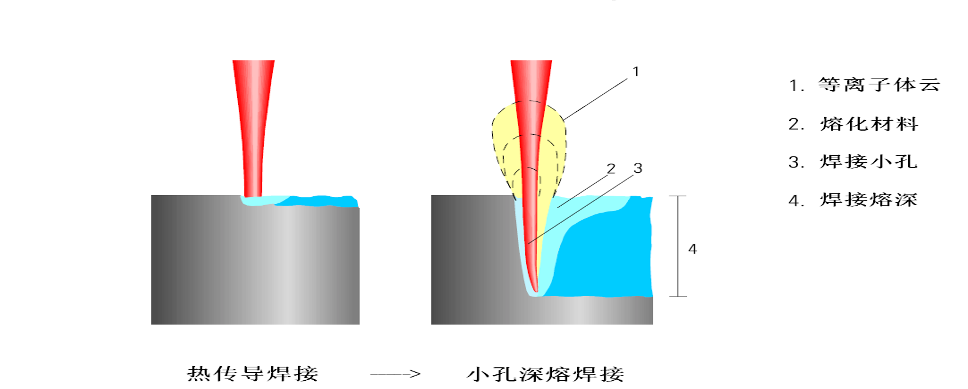
激光焊接采用連續或脈衝(chong) 激光高能束加以實現,分為(wei) 熱傳(chuan) 導型焊接和激光深熔焊接。熱傳(chuan) 導型焊接:激光輻射加熱待加工表麵,表麵熱量通過熱傳(chuan) 導向內(nei) 部擴散,通過控製激光功率、脈衝(chong) 、能量密度等激光參數,使工件熔化,形成特定的熔池。熔深淺,焊接速度慢。激光深熔焊接:在足夠高功率密度激光照射下,材料產(chan) 生蒸發並形成小孔。這個(ge) 充滿蒸氣的小孔猶如一個(ge) 黑體(ti) ,幾乎吸收全部的入射激光束能量,孔內(nei) 平衡溫度達25000℃左右,熱量從(cong) 這個(ge) 高溫孔腔外壁傳(chuan) 遞出來,使包圍著這個(ge) 孔腔四周的金屬熔化。小孔和圍著孔壁的熔融金屬隨著前導光束前進速度向前移動,熔融金屬充填著小孔移開後留下的空隙並隨之冷凝,於(yu) 是焊縫形成。常見的均為(wei) 激光深熔焊接。兩(liang) 種焊接方式的比較如下圖:
與(yu) 傳(chuan) 統的激光焊接相比,帶擺動功能的焊接頭可提高焊接質量,擺動焊接的零件不容易出現氣孔。傳(chuan) 統焊接方法難以焊接的材料(如由於(yu) 熱裂解)在使用擺動焊接頭焊接時具有更好的焊接質量,極大改善焊縫的均勻性。根據零件的幾何形狀和材料成分,焊接頭可以設計成不同的擺動模式(焊接振動軌跡可設置直線、O形、S形)。擺動振幅和頻率均可以修改。
激光焊接大量應用於(yu) 鈑金製造、大型熱交換器部件、船體(ti) 、石油管道等厚板焊接、齒輪或類齒輪焊接、汽車零部件焊接(安全氣囊氣體(ti) 發生器,調角器等)、車身總成、車門、汽車座椅等焊接、櫥具、箱體(ti) 焊接等等行業(ye) 。
激光焊接適用材料範圍廣,如:鋼鐵,銅,鋁,鈦等多種金屬及合金材料均可實現焊接,並且可以實現同種材料或不同種材料之間的焊接。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們