




增材製造工藝已脫離原型利基,正逐步在工業(ye) 生產(chan) 中占據一席之地。在生產(chan) 大批量、具有高質量要求的塑料製品時,注塑成型是首選,而增材製造則特別適用於(yu) 單件高效生產(chan) 以及小批量生產(chan) 。同時,從(cong) 汽車和消費到醫學技術等各種行業(ye) 都能利用這一技術。此外,各種功能部件都能通過小塑料液滴一層一層地構建出來。作為(wei) 驅動力,壓電陶瓷促動器在生產(chan) 小液滴的過程中起著十分重要的作用。
應用領域
醫用植入
適應個(ge) 體(ti) 的移植和矯直,也是增材製造的重要應用領域。

運用增材製造技術製造的醫用植入物(© ARBURG)
功能部件
由於(yu) 其力學性質,這種材料還適用於(yu) 汽車工業(ye) 和航空航天類應用。

運用增材製造技術製造的機械部件(© ARBURG)
機械部件
由生物基聚酰胺製成的活動彈性功能部件是通過采用增材製造技術一步製造完成的。

運用增材製造技術製造的滑輪(©ARBURG)
Martin Neff - ARBURG(阿博格)銷售與(yu) 塑料無模成形技術部門經理
對於(yu) 液滴的生成,我們(men) 決(jue) 定采用壓電陶瓷促動器來記錄噴嘴調節片的時間,從(cong) 而實現物料卸料所必需的高動態和精度。
工作原理
增材製造的核心工藝過程是在卸料單元的噴嘴處生成液滴。壓電陶瓷促動器將電能直接轉化成機械能,並實現具有亞(ya) 納米級分辨率的運動。它們(men) 可實現長達約1毫米的行程以及頻率高達幾千赫茲(zi) 的高動態。Freeformer卸料單元目前的工作頻率為(wei) 60至200赫茲(zi) 之間。
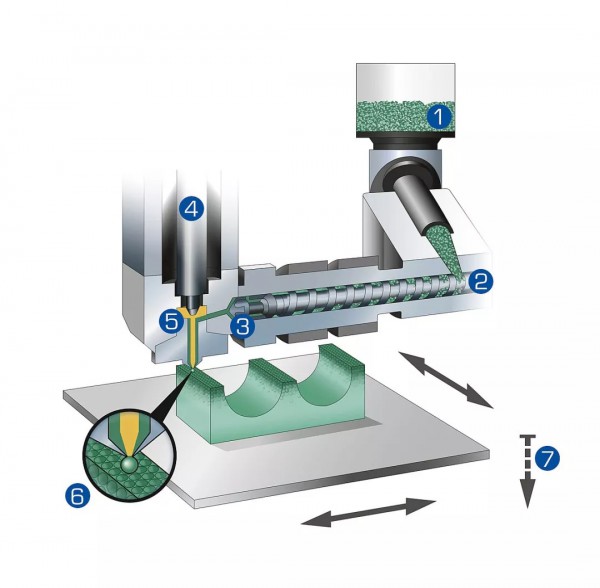
1. 基本要求:認證標準顆粒
2. 通過螺杆進行物料處理,方法同注塑成型
3. 螺杆與(yu) 噴嘴尖頭之間的儲(chu) 料槽處於(yu) 壓力之下
4. 壓電陶瓷促動器記錄噴口調節片的時間
5. 噴口調節片
6. 單滴液滴在噴嘴尖頭處卸料
7. 部件支架在X和Y向上移動部件,並逐步往下向Z向移動

壓電陶瓷促動器的特點
除了精度和動態之外,用於(yu) 在APF工藝中記錄噴嘴調節片時間的PICMA促動器還具有許多其他特征,這些特征使其特別適用於(yu) 工業(ye) 增材製造。根據客戶規格設計的促動器具有長達90微米的行程和亞(ya) 納米級的分辨率,可加載高達3000牛的壓力,而微秒級的響應時間使其異常快速。類似尺寸下,沒有其它任何一種閥門技術能提供如此快的響應時間。
此外,PICMA促動器具有全瓷絕緣,因而其性能和使用壽命都優(you) 於(yu) 傳(chuan) 統聚合物塗層促動器。陶瓷絕緣層可保護整體(ti) 式壓電陶瓷塊,以防濕氣和漏電流增大造成的故障,因而可在極端環境條件下實現高運動周期。整體(ti) 式結構還能產(chan) 生高諧振頻率,使得該類促動器特別適用於(yu) 高動態應用。
PICMA促動器的亮點
-
精度
-
動態
-
頻率
-
長使用壽命
-
推力
-
可靠性
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們