




船舶焊接技術是現代造船模式中的關(guan) 鍵技術之一。在船體(ti) 建造中,焊接工時、焊接成本約占船體(ti) 建造總成本的40%左右。因此,船舶焊接技術水平和生產(chan) 率直接影響船舶建造周期、生產(chan) 成本、產(chan) 品質量。 我國已是世界造船大國,但要成為(wei) 造船強國,就一定要重視高效焊接技術的研發和應用。目前傳(chuan) 統的電弧焊方法依然是造船中主要的連接方法,但其會(hui) 帶來明顯的焊接變形和大量的焊後矯形工作。激光焊接因其高能量密度而具有熱輸入量低、焊速高、熱影響區域窄、焊縫深寬比大焊接變形量極小等優(you) 點,是船舶焊接技術發展不可缺少的一種高效的焊接技術,尤其在船用鋁合金的焊接中有明顯優(you) 勢。 在船舶行業(ye) 中,將激光焊接和電弧焊接兩(liang) 種方法結合在一起,可有效提高焊接效率,依賴電弧寬的熔合區效應,可大大提高裝備間隙,同時可以通過填絲(si) 來改變焊縫組織性能,從(cong) 而減少了船舶建造中焊前裝配的工作量和加工成本。
當前激光與(yu) 電弧複合的形式主要有光纖或碟片激光器和TIG、MIG或等離子弧複合。在複合三種熱源的過程中,形成了一種增強適應性的焊接方法。不過這種結合也將激光的非接觸式焊接拉回了接觸式焊接方法類別。
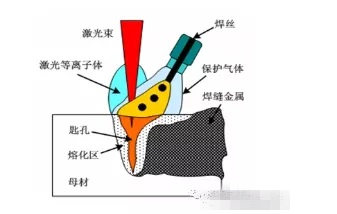
激光電弧複合焊接原理圖
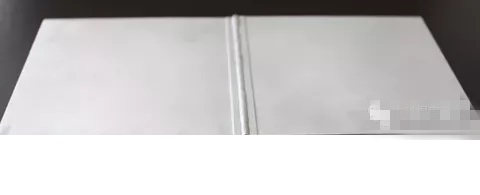
中科煜宸目前已經在EH36 高強鋼 10-18mm厚板焊接、鋁合金5-8mm中厚板單麵焊接(不焊透型)、T型 20mm碳鋼板連接中取得了比較成熟的工藝應用。
EH36高強鋼主要應用在船舶製造行業(ye) ,其在低溫下具有較高的強度、韌性和耐蝕性等綜合性能好,還能夠減輕船體(ti) 自重,提高載荷等優(you) 點,適用於(yu) 建造遠洋萬(wan) 噸級以上的船舶殼體(ti) 。
傳(chuan) 統的電弧焊接效率低下,焊縫表麵易產(chan) 生凹陷和咬邊缺陷,背麵易形成焊瘤等缺陷。另外弧焊的熱輸入很大,穿透能力小,在焊接過程中不僅(jin) 需要考慮變形控製的問題,還需要考慮焊後應力消除等問題。
10kw激光電弧複合焊接可以一次性穿透18mm的厚度,與(yu) 傳(chuan) 統的弧焊相比,焊接效率遠遠超出預期,焊接工序也得到大力簡化。
近年來,一些船體(ti) 中開始引用鋁合金結構,特別是快艇、渡輪、巡邏船、豪華遊艇等。相對於(yu) 鋼結構,鋁合金船舶具有輕便、高速、靈活、節能等特點。鋁合金的密度小,強度高,但是鋁合金特殊的材質,使得激光焊接鋁合金薄板時成形還不錯,當焊接5mm以上的厚板時,因激光穿透形成的小孔極不穩定,導致焊接成形很差、存在氣孔等問題。通過加入電弧恰好能避免這些缺陷,電弧對鋁板的預熱,以及對光致等離子體(ti) 的稀釋,能提高材料對激光的吸收率,以及激光穿透的穩定性。
激光電弧複合焊接兼有激光焊接和電弧焊接的優(you) 點,能滿足造船廠對裝配間隙的要求,焊接變形小且焊後矯形的工作量小,具有良好的綜合經濟性。尤其隨著鋁合金艦船的大量建造,激光電弧複合焊的優(you) 勢必將得到更好的體(ti) 現,在船舶行業(ye) 中的應用前景也將更廣闊。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們