




激光熔覆技術已經成功實現再製造產(chan) 業(ye) 化並取得了巨大成效,本文以激光熔覆再製造技術應用所涉及的裝備、材料、工藝、產(chan) 品為(wei) 主線,首先,對激光熔覆再製造技術研究現狀進行了綜合研究,指出目前激光熔覆再製造所用激光功率多為(wei) 4000~10 000W,並持續向高功率、高效率、高穩定性的方向不斷提升;其次,激光熔覆再製造成品質量控製涉及熔覆表麵宏觀質量、成形厚度、表麵硬度分布等,進而分別詳細闡述了關(guan) 鍵工藝參數的影響及其相關(guan) 研究,同時提及了數值仿真技術和複合技術的應用研究;並對合金粉末、傳(chuan) 統大功率激光熔覆和高速激光熔覆進行了應用現狀闡述;最後,簡要探討歸納了激光熔覆再製造技術的發展趨勢。
1 序言
再製造作為(wei) 循環經濟的一種高級形式,與(yu) 廢品回收和維修有著嚴(yan) 格意義(yi) 上的區分,中國特色的再製造是基於(yu) 維修和表麵工程技術,采用等離子、激光、電鍍等各種技術工藝讓廢舊產(chan) 品重新獲得不低於(yu) 新品使用性能的過程。其中激光熔覆也稱激光包覆或激光熔敷,該技術主要通過預置送粉、同步送粉的填料方式在再製造零部件基體(ti) 表麵放置各種功能材料,經高能量密度的激光束輻照,使合金粉末和基體(ti) 表麵一薄層同時熔化並快速凝固,形成稀釋率極低且與(yu) 基體(ti) 表麵呈冶金結合的激光熔覆層,從(cong) 而賦予零部件基體(ti) 以預期的耐磨、耐蝕、耐高溫、抗氧化性能以及電器特性等。
近年來,激光熔覆再製造技術被廣泛應用於(yu) 幾個(ge) 典型行業(ye) 領域並獲得了較為(wei) 廣闊的市場規模,以大型礦山機電、工程機械關(guan) 鍵零部件為(wei) 代表。由於(yu) 再製造對產(chan) 品性能的高要求,各種先進的技術都被應用到研發高質量再製造成形中,多技術種類的再製造零部件的質量穩定是產(chan) 業(ye) 化推廣的關(guan) 鍵。徐濱士等在評述再製造產(chan) 品質量內(nei) 涵的時候闡明:再製造零件質量是從(cong) 其幾何尺寸、材料組織及服役性能和壽命等多方麵對再製造零件的綜合評價(jia) ,主要考慮再製造零件是否存在氣孔和裂紋等缺陷、性能是否達到服役條件要求、壽命能否經曆下一個(ge) 服役周期等。
而將激光熔覆技術應用於(yu) 再製造產(chan) 業(ye) 至今已經衍生出全麵涵蓋“裝備、材料、工藝、產(chan) 品、服務”五位一體(ti) 產(chan) 業(ye) 構架。本文從(cong) 激光熔覆再製造產(chan) 業(ye) 出發,對激光熔覆技術涉及的裝備、材料、工藝及性能的研究現狀做了梳理,從(cong) 再製造角度對激光熔覆技術應用現狀及發展需求進行了闡述,從(cong) 裝備、材料、工藝及產(chan) 品應用四個(ge) 方麵闡述了激光熔覆再製造技術未來的發展趨勢。
2 激光熔覆再製造研究現狀
2.1 激光熔覆裝備研究進展
激光熔覆裝備以激光器為(wei) 核心,集成了電控水冷係統、送粉係統、機床及控製係統等關(guan) 鍵功能單元,每一單元都在激光熔覆過程中發揮著關(guan) 鍵作用:激光器為(wei) 熔覆提供高能量束的激光熱源,決(jue) 定著激光加工係統的加工能力,是熔覆效率提升的根本;電控水冷係統保障激光器運轉環境;使用送粉係統為(wei) 激光熔覆提供連續不斷的原材料;借助機床固定待加工的零部件,控製著加工精度。配套輔助裝備的設計與(yu) 應用也逐漸讓激光加工係統功能越來越強大和完善。
再製造應用的激光加工係統經曆了橫流CO2激光加工係統、3000W半導體(ti) 加工係統、4000W光纖耦合激光加工係統、6000W和8000W大功率半導體(ti) 激光加工係統、10000W大功率半導體(ti) 光纖耦合激光加工係統(見圖1),目前大規模應用於(yu) 再製造產(chan) 業(ye) 化的是4000~10000W激光器。

也有很多學者對工業(ye) 級激光器的研究與(yu) 應用進行了綜述性歸納探討,王立軍(jun) 等對大功率半導體(ti) 激光器的發展曆史和發展現狀進行了綜述,指出了半導體(ti) 激光器研究的重大技術問題:如何同時獲得高功率、高可靠性和高能量轉換效率,同時提高光束質量並擁有良好的光譜特性。
在另一篇文獻裏,王立軍(jun) 等指出大功率半導體(ti) 激光器正向著高光束質量、高亮度的方向快速發展,美國立項研究的100kW級直接半導體(ti) 激光光源並應用於(yu) 國防,德國研發了千瓦及萬(wan) 瓦級半導體(ti) 激光光源,應用在激光熔覆及激光焊接等加工領域,使得高功率半導體(ti) 激光光源光束質量得到巨大改善,早在2014年美國IPG公司報道了100kW光纖激光器。馬驍宇等針對國內(nei) 大功率半導體(ti) 激光器主要研究內(nei) 容和關(guan) 鍵技術進行了總結,指出由於(yu) 大功率半導體(ti) 激光器具有體(ti) 積小、質量輕、壽命長等優(you) 點,被廣泛應用於(yu) 民用生產(chan) 和軍(jun) 事等領域。
2.2 激光熔覆再製造技術工藝研究現狀
(1)工藝參數的影響研究
熔覆工藝過程直接決(jue) 定再製造成形質量,是激光熔覆技術應用於(yu) 規模產(chan) 業(ye) 化的核心要素,結合激光熔覆再製造在礦山液壓支架立柱上的應用經驗總結發現,再製造成品質量控製一般涉及熔覆表麵宏觀質量(無裂紋、砂眼等缺陷)、成形厚度、表麵硬度分布等,而影響激光熔覆成形質量的幾個(ge) 關(guan) 鍵參數即為(wei) 激光功率、焦距、掃描線速度、搭接率、送粉率,其中搭接率與(yu) 步距設置有關(guan) ,送粉速率與(yu) 熔覆厚度直接相關(guan) ,熔覆有效熱量輸入則是這些參數綜合作用的結果。
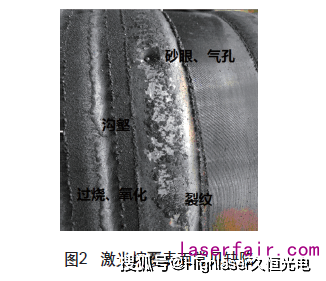
自激光熔覆獲得產(chan) 業(ye) 化應用以來,研究者圍繞各項參數對性能的影響及作用機理做了大量研究,可以較為(wei) 全麵的覆蓋激光熔覆技術應用中的關(guan) 鍵影響因素及影響機理。江吉彬等通過分析激光熔覆技術的國內(nei) 外研究現狀,指出熔覆參數類型有工藝參數、過程參數、質量參數,按照該分類方法,激光熔覆再製造參數從(cong) 激光光源、機床、待熔覆零部件基體(ti) 、粉末、送粉係統幾方麵可細分為(wei) :①激光功率、焦距(光源)、光斑規格。②機床精度、轉速、熔覆步進控製(機床)。③零部件形狀、尺寸及材料特性(零部件基體(ti) )。④粉末成分、功能、物理性能(粒度分布、流動性、鬆裝密度、氧含量)。⑤送粉速率。⑥保護氣流大小。這些參數的協調性作用,首先直接關(guan) 乎熔覆產(chan) 品的質量,最為(wei) 直觀的是氣孔、砂眼、裂紋等肉眼可見的熔覆層宏觀表征(見圖2),其次是熔覆尺寸以及機械加工完成後可測的表麵硬度、粗糙度、耐腐蝕性,再次是取樣檢測的熔覆層稀釋率、結合情況、內(nei) 部組織結構及缺陷情況、剖麵硬度、熱影響區大小等。
許明三等以材料種類、熔覆功率、熔覆掃描速度為(wei) 影響因素進行正交試驗,研究對結合強度的影響,發現合金粉末種類對結合強度的影響最大,另外是掃描速度,最小是激光輸出功率。45鋼基體(ti) 表麵激光熔覆層與(yu) 基體(ti) 的結合強度大於(yu) 基體(ti) 的抗應力強度,鎳基的熔覆層的抗剪強度為(wei) 母材的2~3倍,鐵基熔覆層達到母材5倍以上。杜學芸等使用能量密度不同大功率激光器進行熔覆試驗並通過中性鹽霧試驗考察耐腐蝕性能,經分析發現:能量密度越高,熔覆層顯微組織差異越大,且耐蝕性能越差;不同功率密度下,熔覆層中的 Cr 平均含量無明顯差異,但隨著激光熔覆能量密度增大,Cr分布越發不均勻,熔覆層平均硬度越高,耐蝕性能越差。
(2)數值仿真技術的應用
先進製造技術的一個(ge) 重要發展趨勢是工藝設計由經驗判斷走向定量分析,將數值仿真和人工智能技術相結合,可以通過科學的模擬替代大量的基礎驗證過程,不僅(jin) 省時省力,還能解決(jue) 一些實際操作難於(yu) 成行的試驗內(nei) 容。不容質疑,激光熔覆工藝參數之間的協同作用過程極其複雜,具備複雜物理變化、化學變化、動態的熱處理特點,熔池瞬態溫度場、成形應力場都難以定量檢測和分析,近年來,有很多研究者將計算機仿真應用於(yu) 激光熔覆研究,大大簡化了工藝驗證過程,提升了創新技術的開發效率。如郭衛等利用ANSYS有限元分析軟件數值模擬27SiMn表麵不同功率下激光熔覆304的過程,分析了不同激光功率下的溫度場,得到了距離熔覆層表麵1mm處的某點溫度-時間曲線,減少了試驗量。
(3)多技術複合的研究
為(wei) 了提升激光熔覆成形質量,熔覆前預熱、後熱處理以及多種加工技術耦合獲得了較為(wei) 廣泛的研究與(yu) 應用。激光熔覆後熱處理可以有效地降低塗層的殘餘(yu) 應力,同時改善塗層的力學性能。激光重熔采用激光為(wei) 熱源,使金屬材料表麵快速熔化,隨後自行快冷從(cong) 而在基體(ti) 組織上獲得重格層及淬火層雙層硬化組織,再次熔化的液相有助於(yu) 成分均勻化滲透和擴散。如李俊鵬研究了鋁活塞合金激光重熔後重熔區結構分布,發現激光重熔很像是熔化焊、組織比較接近於(yu) 連續鑄造,枝晶骨架生長受限,晶粒尺寸減小到原來的1/10左右,從(cong) 基體(ti) 到頂端樹枝晶逐漸變為(wei) 等軸晶,指出形核率、溫度梯度、凝固時間對晶粒的大小和晶粒生長的方向起到了決(jue) 定性的作用。
2.3 激光熔覆再製造用合金材料研究現狀
因具備脫氧、還原、造渣、除氣、濕潤金屬表麵、良好的固態流動性、適中的粒度及含氧量要低等共性,激光熔覆合金粉末最初多沿用熱噴焊所用合金粉末。但由於(yu) 工藝的本質差別導致了激光熔覆用粉出現了裂紋、夾渣等缺陷,需要針對激光熔覆特點開發專(zhuan) 用合金粉末。目前,激光熔覆再製造用材料種類有合金粉末、絲(si) 材、膏狀、棒狀等,多見不同粒度的鐵基、鎳基、鈷基、陶瓷粉末、複合粉末及非晶合金粉末等,其中自熔性合金粉末在Ni、Fe、Co等基體(ti) 合金中加入合金化(Si、B等)元素的合金粉末,該類粉末熔點低,便於(yu) 熔覆成形;陶瓷粉分為(wei) 碳化物陶瓷粉末、氧化物陶瓷粉末和矽化物陶瓷粉末,具備較高的熔點和硬度;複合粉末主要指碳化物、氧化物、硼化物、矽化物等高熔點硬質陶瓷材料與(yu) 金屬材料混合或複合而形成的合金粉末;而非晶態合金粉末的非晶形態、低界麵能,對基體(ti) 材料具有很好的濕潤性,同時熔覆時近乎均勻熔化,熔覆成形具有更高屈服強度、大彈性應變極限、高耐磨性和優(you) 良的耐腐蝕性。
而激光熔覆再製造應用最廣泛、占比最大的當屬鐵基合金粉末,該類粉末成本低廉、性能可靠,具備一定的耐磨、耐腐蝕性能,可以滿足多種礦山機械、工程機械、鋼鐵等行業(ye) 關(guan) 鍵大型零部件的激光熔覆再製造需求。例如,激光熔覆礦用中部槽中、底板,激光熔覆不鏽鋼立柱,激光熔覆軋輥、活塞杆等都是采用鐵基合金粉末進行再製造強化。高球形率、低氧含量、少空心粉、成分和粒度分布均勻是合金粉末的質量要求。相比之下,國內(nei) 合金粉末存在的主要問題集中在產(chan) 品質量和批次穩定性等方麵,細球形粉末受得率較低,一些新型多工藝複合、低成本製粉技術尚未大規模應用。
2.4 激光熔覆再製造技術應用現狀
激光熔覆再製造技術在應用進程中一直追求高加工效率,目前已經形成了大功率激光熔覆和超高速激光熔覆兩(liang) 種加工模式,其中大功率激光熔覆又稱傳(chuan) 統熔覆,多采用矩形大光斑、大功率激光為(wei) 熱源,熔覆單道較寬,熔覆層厚度高達2.5mm,可在平麵、弧麵、立麵高效率製得大厚度、大麵積塗層,是目前激光加工的主要技術手段,筆者公司進行了鋼廠軋輥再製造,在其表麵通過激光熔覆鐵基合金粉末實現再製造,替代了傳(chuan) 統堆焊Ni60,創造了經濟收入;采用激光熔覆替代傳(chuan) 統堆焊技術進行板材表麵熔覆,實現了中部槽中、底板的再製造強化,如圖3所示。

超高速激光熔覆是一種具備更高效率的激光熔覆技術,與(yu) 傳(chuan) 統激光熔覆技術相比:第一,高速激光熔覆具備極高的熔覆線速度;第二,單層熔覆層厚度極薄,由此可以獲得在零部件表麵的高精度成形,而且熔覆搭接平整,熔覆區域表麵粗糙度小,極大地減少了後續機械加工去除量,簡化了機械加工程序,既能降低材料消耗又可提升加工效率;第三,激光光束高度匯聚,光束能量一部分用於(yu) 熔化合金粉末,一部分作用於(yu) 零部件表麵,合金粉末進入熔池之前即被熔化,對加工工件的影響極小,所以熔覆變形問題得到了優(you) 化;第四,高速熔覆憑借其高能量密度、低稀釋率的優(you) 勢實現了鈦、鋁、銅等傳(chuan) 統激光熔覆難於(yu) 實現的表麵激光加工。由此可見,高速熔覆技術是一種可打破傳(chuan) 統常規熔覆技術局限的新型優(you) 勢技術。自高速熔覆技術問世以來,憑借顯著的加工效率、加工精度優(you) 勢在國內(nei) 外掀起了一股研發熱潮,研究者們(men) 持續投入了大量精力,將激光熔覆技術推向了更新的高度。
3 激光熔覆再製造發展前景展望
隨著大功率激光器件的成本下降,越來越多的國內(nei) 外高校、企業(ye) 、學者開展激光熔覆再製造技術應用研究,“裝備、材料、工藝、產(chan) 品、服務”五位一體(ti) 使得激光熔覆再製造技術越趨完善。
(1)“自動化、智能化、傻瓜式操作”是激光熔覆再製造技術的裝備發展方向
隨著自動化發展進程,激光加工係統與(yu) 計算機數控技術相結合可構成高效自動化加工設備,為(wei) 優(you) 質、高效和低成本的加工生產(chan) 開辟了廣闊的前景。未來,解放人工、高效生產(chan) 將為(wei) 自動化、智能化提供廣闊的施展空間。諸如激光熔覆自動化上下料生產(chan) 線、無人化操作的激光熔覆生產(chan) 線等都將大大簡化激光加工過程,讓激光熔覆過程的操作和控製趨向於(yu) “傻瓜式”。
(2)功能優(you) 化、性能穩定是激光熔覆再製造用材料的研究方向
再製造領域激光熔覆合金材料粉末發展方向以產(chan) 業(ye) 化應用為(wei) 導向,超耐磨、超耐腐蝕的功能化需求,高球形、高穩定性的質量要求都將是材料持續優(you) 化的方向,並最終打破國外高端合金粉末的技術壟斷。
(3)效率提升和流程標準化是激光熔覆再製造的工藝發展方向
作坊式的自由發展模式讓激光熔覆產(chan) 業(ye) 化規模迅速壯大,但是與(yu) 再製造產(chan) 業(ye) 麵臨(lin) 著同樣的問題,那就是各類規範體(ti) 係的缺失,也有諸如激光熔覆相關(guan) 行業(ye) 、企業(ye) 標準報道,但難於(yu) 規範整個(ge) 行業(ye) 的標準化。構建各個(ge) 工序、各個(ge) 領域的激光熔覆再製造標準規範將是激光熔覆再製造產(chan) 業(ye) 未來發展的必要環節。另外,源於(yu) 一線激光熔覆實踐創造出的各類簡單、便捷、便於(yu) 標準化作業(ye) 的工裝也是再製造效率提升和質量保障的有利元素。
(4)嚐試開發激光熔覆適用的新零件、新工況、新服務模式是激光熔覆再製造技術的應用發展方向
複合技術的成果轉化及應用將開拓更為(wei) 廣闊的激光再製造應用領域,諸如大型構件現場激光熔覆再製造、水下激光熔覆技術應用、金屬激光增材製造等都是激光熔覆再製造技術應用的新領域,汽車、電力、航空、冶金、石油及航海等行業(ye) 關(guan) 鍵零部件再製造應用前景將因此更為(wei) 廣闊。
本文發表於(yu) 《金屬加工(熱加工)》2020年第3期,15-19頁。作者: 山東(dong) 能源重裝集團大族再製造有限公司杜學芸、宋健,山東(dong) 能源重型裝備製造集團有限責任公司許金寶, 原標題:《 激光熔覆再製造技術研究現狀及發展趨勢》。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們