




目前因大多數鋼鐵企業(ye) 在加工生產(chan) 過程中會(hui) 產(chan) 生大量的高載荷、低轉速及高精度、高合金的承載設備,且部分零部件極易產(chan) 生腐蝕、磨損和失效報廢等現象。
針對磨損修複的問題,現有的工藝和存在的問題:
□ 鍍硬鉻:改性層極薄,易開裂剝落,塗層厚度<0.1mm,主要由於(yu) 軟密封。
□ 熱噴塗:熱變形量大,塗層薄時易露白,塗層厚時改性層易脫落, Ni60,Ni60+WC是主要的噴塗材料,塗層厚度1-1.5mm左右。
□ 手弧焊、埋弧焊、鎢極氣體(ti) 保護電弧焊(TIG)、等離子弧焊:易變形、易開裂,稀釋率高,硬度分布不均勻,熔覆層組織粗大
□ 超音速冷噴塗: 運轉成本高,裝置複雜,粉末利用率低,工作環境惡劣, 界麵結合強度≤80MPa,塗層為(wei) 層狀機械嵌合、致密度低。Co-WC是主要的材料,噴塗厚度0.5mm。
1
但自從(cong) 激光熔覆技術的投入使用,可有效解決(jue) 失效、報廢設備及零部件現象,也可延長一些新產(chan) 品的使用壽命,甚至可達到多壽命周期的效果。比如中間軸、傳(chuan) 動齒輪齒輪軸和殼體(ti) 等經過激光仿形熔覆技術和快速成形技術修複後,就可恢複到原有新件的技術指標。不僅(jin) 可對零部件進行改善和修複,且還大大節省了鋼鐵企業(ye) 的成本。
激光熔覆工藝
亦稱激光堆焊是指以不同的添加方法在被熔覆的基體(ti) 上放置選擇的塗層材料,經高能密度激光束輻照加熱,使之和基體(ti) 表麵熔化,並快速凝固,從(cong) 而在基材表麵形成與(yu) 其為(wei) 冶金結 合的表麵塗層的工藝過程。激光熔覆具有如下優(you) 點:
1、激光束的能量密度高, 加熱速度快,對基材的熱影響較小,引起工件的變形小;
2、控製激光的輸入能量,可將基材的稀釋作用限製在極低的程度(一般為(wei) 2%-8%),從(cong) 而保持了原熔覆材料的優(you) 異性能;
激光熔覆塗層與(yu) 基材之間結合牢固(冶金結合),且熔覆塗層組織細小。這些特點使得激光熔覆技術近十年來在材料表麵改性方麵受到高度的重視。
久恒光電典型案例

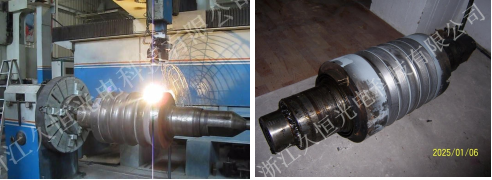
精軋輥齒輪軸承位激光修複:總重 20 噸,待軸承位直徑 670mm,寬度 230mm,厚度 0.45mm。激光熔覆後無形變、氣孔、裂紋等,耐磨性、耐蝕性優(you) 於(yu) 母材,使用效果良好。

高爐風口激光熔覆:高爐風口(Cr-Zr 銅)激光熔覆鈷基合金,提高高溫耐磨性和抗衝(chong) 刷性能, 同時不犧牲 Cu 合金的導熱性。使用壽命提高 4 倍。
熱軋輥激光合金化:熱軋輥激光合金化處理後,使用壽命提高一倍以上。
現場修複最佳裝備:該設備采用高功率光纖激光器/光纖耦合半導體(ti) 激光器、工業(ye) 機器人及控製係統組成的多軸聯動的柔性激光加工係統。用於(yu) 激光熔覆、激光淬火、激光合金化等先進製造工藝需求。具有能量密度高、可控性好、易實現自動化、製造零部件冶金質量高、對基材熱影響小等特點,可以提高和延長機械零部件使用壽命。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們