




許多參數會(hui) 影響激光切割過程,其中一些取決(jue) 於(yu) 激光器的技術性能,而另一些參數是變化的。今天主要是分享激光切割的光束及焦點的工藝要素影響:
激光切割原理
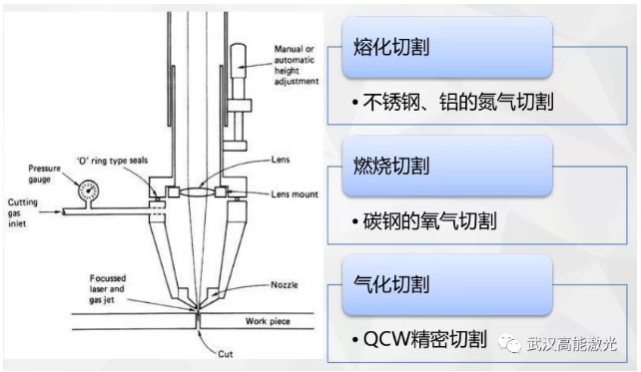
激光切割是將高功率的激光聚焦到被切割工件的表麵,使其融化或燃燒,再輔以切割氣體(ti) ,將熔渣吹走,切割頭在工件表麵移動,形成切縫,使工件分離的過程。
激光輸出功率及模式
一、 激光輸出功率
激光輸出功率直接影響激光切割機的性能。通常,隨板厚的增加,所需的激光功率也越大。在同種同厚度板材切割中,激光輸出功率越大,切割速度越快,切割斷麵也越光滑;但在輸出功率確定後,切割速度須和材料材質及其厚度吻合好,此時才能達到最好的切割效果,速度過快和過慢都會(hui) 影響激光切割的效果。

二、激光輸出模式
激光器的光束質量分布形式分為(wei) 單模和多模兩(liang) 種,當光束能量密度隻有一個(ge) 集中點時,稱為(wei) 單模;當光束能量密度最集中的點有兩(liang) 個(ge) 或以上時,稱為(wei) 多模。在切割應用中,聚焦光斑對切割出的質量有很大影響,單模激光器的纖芯比較細,光束質量優(you) 於(yu) 多模,能量分布呈高斯分布,中間能量密度最高,三維圖是一個(ge) 尖圓的山峰狀。
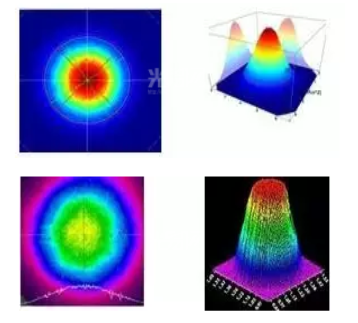
多模激光器的纖芯相比粗一些,光束質量相比單模要差一些,能量分布相比單模光斑平均一些,三維圖像一個(ge) 倒扣的杯子,從(cong) 邊緣陡峭程度來看,多模的比單模的陡峭很多。
單模的優(you) 勢在薄板,多模的優(you) 勢在厚板,單模和多模並沒有相互比較的價(jia) 值,都是光纖激光器的一項配置,就好比一輛車,轎車適合公路,越野適合山地,但是轎車也能跑山地,越野也能跑公路,所以光纖激光器到底選多模還是單模要看實際終端客戶的加工需求。
焦點大小、焦深長度及焦點位置
一、焦點大小及焦深長度
在激光切割中,焦點位置對材料的切割效果影響很大,不同的材質或厚度,激光切割時對應不同的焦點位置。
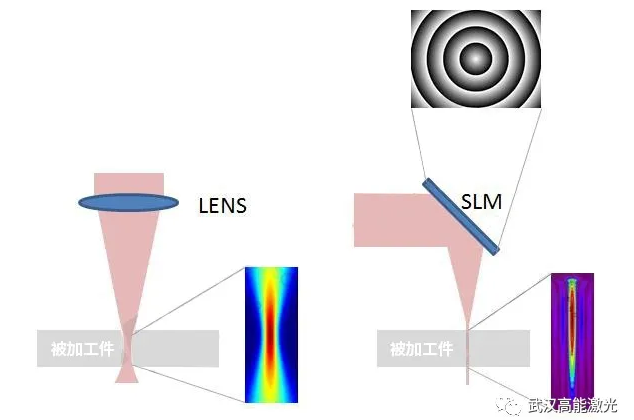
激光切割中,焦點大小和焦深是影響切割效果和效率的重要因素之一。光束經短焦距聚焦鏡後光斑直徑相對較小、焦深短,焦點處功率密度很高,則有利於(yu) 高速切割薄型材料,且切割精度高。經長焦距透鏡後,焦點有較長的焦深,但焦點直徑相對較大,隻要具有足夠功率密度,則比較適合切割厚工件。
二、通常焦點位置與(yu) 切割麵的關(guan) 係
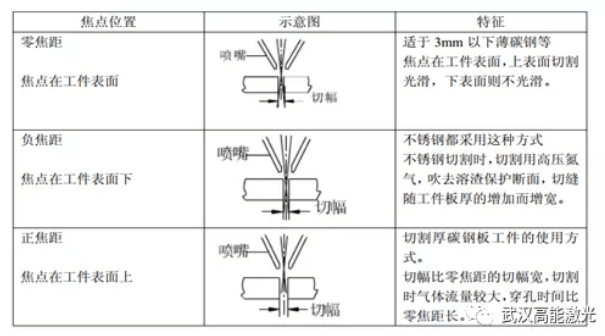
切割薄板時,焦點一般在工件表麵處;切割厚板時,不鏽鋼焦點通常深入板內(nei) 約為(wei) 板厚的1/3—1/4處,處於(yu) 負離焦距範圍;切割碳鋼時,焦點在其板麵上方,且隨板厚度的增加焦點越遠離板麵,處於(yu) 正離焦範圍。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們