




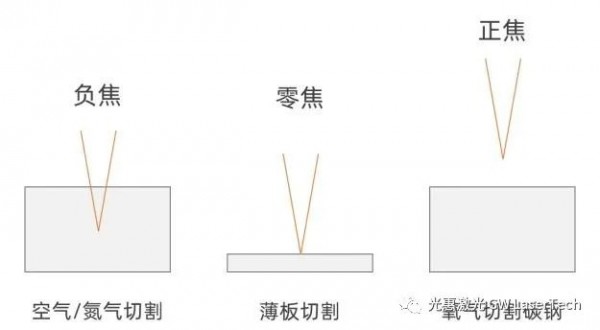
上回說到:任何板材在切割之前,都必須先調整好焦點與(yu) 板材之間的距離。切割材料與(yu) 切割方式不同,焦點位置的選擇也會(hui) 不同(如下圖所示),因此激光切割需要不斷動態調整焦點位置。那麽(me) ,通過什麽(me) 方式改變焦點位置呢?
普遍認為(wei) ,通過改變切割頭上下位置來對焦:
一般大家采用最簡單的做法就是隻通過改變切割頭的高度位置來獲得理想的焦點位置,比如將切割頭整體(ti) 下降,焦點位置就降低,將切割頭整體(ti) 上升,焦點位置就升高,如下圖所示。

事實上,調整焦點位置還需考慮其他因素:
切割頭底部裝有噴嘴,噴嘴與(yu) 工件之間的距離會(hui) 影響氣體(ti) 的流速與(yu) 擴散,進而影響到切割質量。通常,噴嘴與(yu) 工件之間的距離是一定範圍內(nei) 的一個(ge) 定值。而將切割頭整體(ti) 上下移動會(hui) 影響,因此,通過升降切割頭來調整切割高度不太合適,會(hui) 影響切割質量。
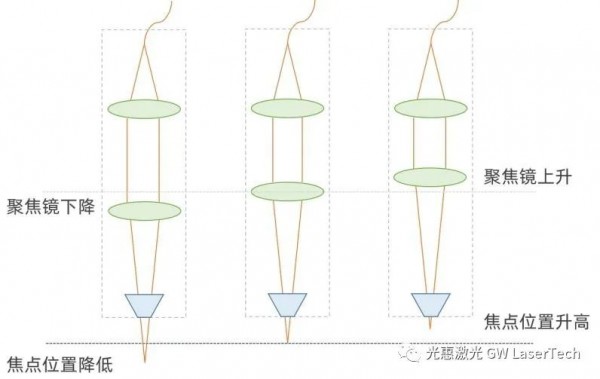
於(yu) 是,調節切割頭內(nei) 部鏡片高度的方法更加科學:
通過改變內(nei) 部聚焦鏡的位置,也可以改變聚焦點的位置:聚焦鏡下降,焦點位置降低;聚焦鏡升高,焦點位置上升。這樣,切割頭整體(ti) 還是保持在原來位置,噴嘴與(yu) 工件之間的距離也不會(hui) 改變,就規避了上麵提到的氣流影響。
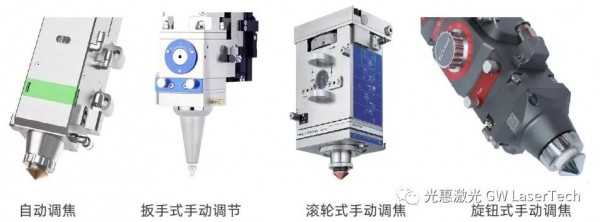
調節聚焦鏡片的技術與(yu) 時俱進:
早期,調節聚焦鏡上下移動的方式是依靠手動來完成的,即用扳手或直接旋轉自帶的滾輪或旋鈕來調節聚焦鏡的上下移動;如今,隨著技術的發展,自動調焦的方式使用越來越多:即通過電機驅動聚焦鏡上下運動。手動調焦每次調節時需要將切割頭移動到機床邊緣然後靠人操作;使用自動調焦的方式,不管切割頭在機床什麽(me) 位置,絕大多數可以靠軟件調節,使用更加方便。
如何找到零焦的位置:
焦點位置的高低是相對零焦而言的,因此在調焦之前,首先要確定零焦的位置,然後向上/向下移動聚焦鏡一定距離,進而調節焦點位置的升高/降低值。通過之前的分析可知,在零焦的位置,光斑最小,也即切縫最小。上下移動焦點位置,都會(hui) 使光斑變粗,導致切縫線性變寬、切麵質量不高。
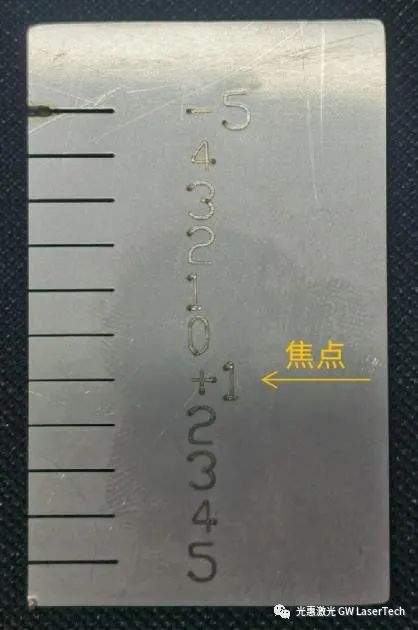
通常,切割頭的零焦位置在指示刻度為(wei) “0”的附近。先把刻度調到0,在工作台上放一塊平整的板,然後在-5mm和+5mm的範圍內(nei) 每隔1mm切一條線。仔細對比這幾條切縫,縫最窄的位置就是零焦位置。在之後的切割中,基於(yu) 上述找到的這個(ge) 零焦位置(即+1刻度位置),向上或向下調節刻度,就可以改變相應的離焦量了。
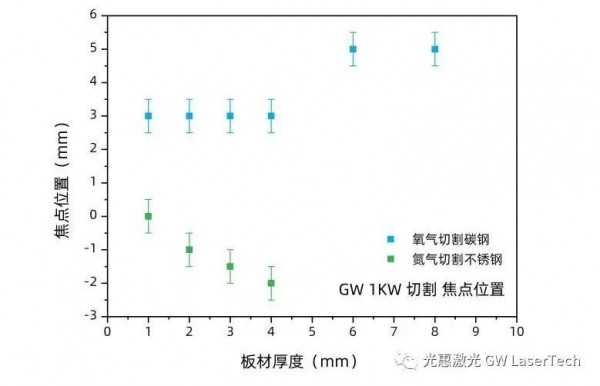
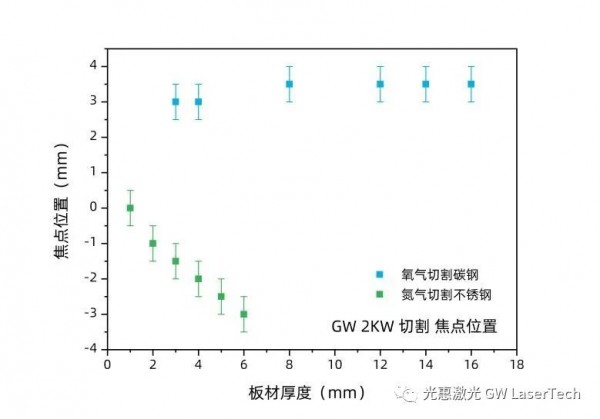
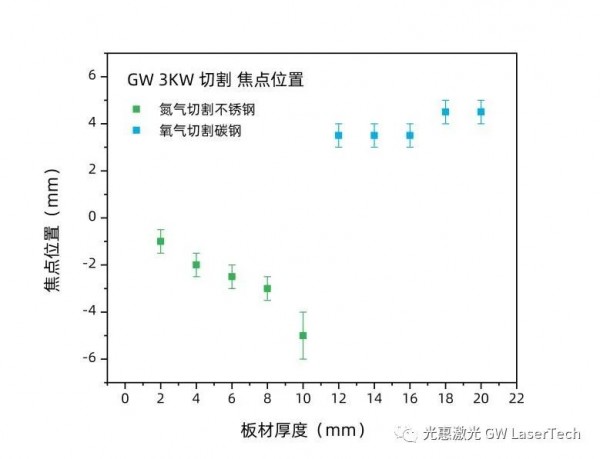
光惠激光低功率激光器切割常用焦點位置表:
光惠激光不僅(jin) 專(zhuan) 注於(yu) 激光器產(chan) 品的研發,也注重激光加工工藝的開發,在激光應用領域不斷探索,做好技術沉澱,為(wei) 客戶提供更優(you) 質的產(chan) 品與(yu) 工藝,幫助客戶提質增效是我們(men) 的使命,順祝各位友商、終端用戶在新的一年事業(ye) 紅紅火火!
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們