




背景
“人與(yu) 自然需要和諧共存;我們(men) 隻有一個(ge) 地球,同在一片藍天下,讓我們(men) 采取新行動保護和淨化我們(men) 的地球”。隨著全球各國環保意識的加強,以及石油、天然氣等不可再生資源的日益減少,再加上人均汽車擁有量日益增加,對環保和不可再生資源產(chan) 生極大的挑戰;尋求新能源是全球共同迫不及待的追求。
近些年來科學技術不斷進步和發展,全球各國環保意識不斷增強,綠色低碳出行的號召帶動了不少新興(xing) 企業(ye) 的快速發展,新能源汽車便誕生了。新能源汽車浪潮在全球開始盛行,動力電池作為(wei) 新能源汽車核心部件,直接決(jue) 定了整車性能,而生產(chan) 設備的精度和自動化水平將直接影響到電池的質量、效率和一致性。激光技術作為(wei) 一種先進的加工技術,是高性能動力電池生產(chan) 的最佳選擇。

( 數據來源:中國產(chan) 業(ye) 研究院)
動力電池焊接質量的好壞直接決(jue) 定了電池的連接性能、安全性和使用壽命。激光焊接相較於(yu) 傳(chuan) 統焊接工藝來說,更適合動力電池的焊接。激光焊接具有能量密度高,焊接速度快,加工精度高,熱影響區小,易實現自動化等優(you) 勢,已經被動力電池行業(ye) 接受。目前,在新能源和焊接生產(chan) 製造領域,鋁合金、紫銅等高反材料的應用占整個(ge) 動力電池及電機整體(ti) 的90%以上。
采用傳(chuan) 統常規型號單一傳(chuan) 輸芯徑激光器焊接鋁合金和紫銅時,不可避免的會(hui) 出現如下缺陷:
1、鋁合金、紫銅對激光的吸收率低,反射率高,連續焊接穩定差、成型差;
2、容易產(chan) 生飛濺、氣孔和裂紋,氣孔和裂紋會(hui) 大幅降低焊接接頭的性能以及質量;
3、飛濺和炸火產(chan) 生的顆粒物極易引起電池和電極之間短路,對電池安全性產(chan) 生極大的影響。
▲將焊接熔池端口位置形成一個(ge) 穩定開放匙孔
▲采用平頂激光,減小金屬蒸汽的壓力梯度
突破
針對新能源動力電池焊接這些難點,飛博激光通過多年的技術積累和紮實的技術沉澱,研發出PAM (Power Adjustable Mode) 能量、光束模式可調激光器,PAM技術實現了隻用一根光纖輸出兩(liang) 個(ge) 可分別獨立控製的同軸光束,中心光斑和環形光斑的功率大小可以獨立任意調節。
優(you) 勢:
(1)兩(liang) 路模擬電壓分別控製激光器“點”和“環”部分出光功率,可以在工作過程中實時變化功率
(2)預設“點”“環”能量比例,一路模擬電壓同時控製功率大小
2、激光器配比和功率靈活可調
(1)激光器有6kW、12kW、20kW三個(ge) 功率段共計7款激光器,選擇靈活
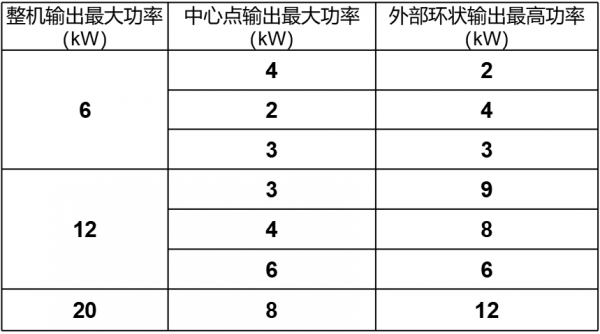

(PAM 6kW)
(2) 激光器的輸出模式“點”、“環”和“點-環共生”三種模式,滿足不同應用需求
3、支持EtherCAT總線,低延遲高保真傳(chuan) 輸
PAM能量、光束模式可調可產(chan) 生一個(ge) 更大和更穩定的匙孔,更易使金屬蒸氣逸出;環形光束使逸出的蒸汽動能最小化,從(cong) 而盡可能減少飛濺。

1、清洗氧化層,油汙,預熱
2、保證焊接強度和焊接熔深
3、去毛刺,使得焊縫光滑,無氣孔產(chan) 生
點、環功率任意可調,操作界麵簡潔友好
快速調節功率
獨立模塊選擇
獨立功率控製
功率任意配合

實測結果來了:


應用
電池電芯殼和頂蓋一般采用鋁合金AL3003,在保證一定的焊接熔深熔寬情況下,要求速度達到200mm/s,無虛焊、爆孔、焊渣、裂紋等缺陷。測試方形電池封口焊接速度是260mm/s,高於(yu) 行業(ye) 內(nei) 理想速度200mm/s,大大減小了電池焊接過程中的型變量。

中心功率1200W,環形功率1500W,焊接速度260mm/s,焊縫外觀成型均勻一致,並無虛焊、焊渣和爆孔等缺陷,從(cong) 焊接截麵可以看出焊縫內(nei) 部無裂紋和氣孔等缺陷。
bus-bar焊接一般選用1係鋁合金1060,根據載流大小,通常巴片厚度有1.2mm和1.5mm兩(liang) 種。焊接質量要求:拉力>1000N,無裂紋,氣孔率、餘(yu) 高、塌陷等等都有嚴(yan) 格的要求。


中心功率2900W,環形功率2300W,焊接速度80mm/s,焊接後拉力大小可以達到2kN遠遠大於(yu) 要求的1kN;從(cong) 焊縫截麵圖可以看出焊縫內(nei) 部無裂紋缺陷,無氣孔,餘(yu) 高、塌陷等等都符合客戶要求。
能量、光束模式可調 & 新能源動力電池

能量、光束模式可調激光器提高了新能源汽車動力電池焊接質量,實現極小飛濺使新能源汽車動力電池製造商大大受益。具體(ti) 表現如下:
提升焊接速度
提高焊接穩定性
焊接表麵光滑平整,不需要二次打磨處理
極小的飛濺不會(hui) 汙染其他未焊接的地方
改進鋁合金電池外殼焊接的美觀性和氣密性
實現鋰電池的高速焊接
高速、穩定、焊縫均勻一致性高
減少二次返工,提高生產(chan) 效率
隨著續航能力的不斷提高,全球汽車向新能源轉型已是大勢所趨,伴隨著產(chan) 量和安全性不斷提高,勢必會(hui) 對鋰電焊接工藝提出更高、更嚴(yan) 格的要求。飛博會(hui) 與(yu) 您一起,在新能源領域再攀高峰,共創共贏。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們