




本文介紹了一種多方法同步的過程監測方法,包括測量壁麵溫度和蒸汽毛細管深度,以及通過脈動小孔開孔和飛濺現象來表征過程穩定性。
為(wei) 了理解甚至控製深熔激光焊接過程,必須了解由蒸汽毛細管和熔池組成的高度動態係統的物理行為(wei) 。本文介紹了一種多方法同步的過程監測方法,包括測量壁麵溫度和蒸汽毛細管深度,以及通過脈動小孔開孔和飛濺現象來表征過程穩定性。
深熔透激光焊接是一種連接工藝,由於(yu) 焊縫的高寬比,可以產(chan) 生具有較小熱影響區的高質量焊縫。這種高縱橫比是通過形成所謂的蒸汽毛細管來實現的,蒸汽毛細管是位於(yu) 激光束大致位置的熔池表麵上的一個(ge) 長針形空腔。它是由激光誘導材料蒸發的反衝(chong) 壓力產(chan) 生的,這會(hui) 導致熔體(ti) 的局部位移,從(cong) 而成功地形成蒸汽毛細管。在充滿金屬蒸汽和部分環境氣體(ti) 的毛細管內(nei) ,激光輻射在毛細管壁上的多次反射導致整個(ge) 腔體(ti) 深度的吸收增加,因此激光的相應熱輸入也在材料表麵下方的深處實現。然而,這個(ge) 由熔池和蒸汽帽組成的係統是高度動態的,因此在過程中的任何時候毛細管壁上都不會(hui) 發生準穩態平衡。
該係統的動力學特征是在很短的時間尺度上出現波動,需要使用高速測量來充分映射過程的基本特征。由於(yu) 涉及各種物理現象,並且不同材料相之間存在界麵,因此隻能通過結合多種測量方法來全麵研究該過程。毛細管壁處的溫度分布被認為(wei) 是過程行為(wei) 的中心參數,可以通過本文介紹的新型測試裝置和樣品設計進行高溫分析。通過光學相幹層析成像(OCT)對蒸汽毛細管進行高速圖像和深度測量,補充了這些測量。這使得測定的壁溫時間過程與(yu) 毛細管深度的變化、毛細管開口的變化和過程現象(如井噴或飛濺)相關(guan) 。
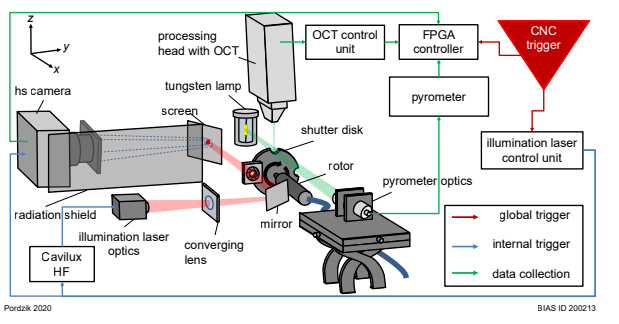
圖1測量裝置同步實驗裝置的原理圖。
不同測量值的最精確時間分配對測量信號之間的同步性提出了很高的要求。僅(jin) 僅(jin) 同步采樣信號來實現這一點是不夠的,因為(wei) 信號處理的內(nei) 部運行時已經會(hui) 導致顯著的時間偏移。因此,同步必須通過一個(ge) 事件來實現,根據其性質,該事件可以被所有相關(guan) 測量儀(yi) 器檢測到,並且在其所有可測量屬性中都是同步的。生成的事件越短,測量信號的同步就越精確。該裝置的實驗如圖1所示。
帶有半圓形缺口的旋轉圓盤同時打開高溫計和照明激光器的光束路徑。對於(yu) 高溫計而言,可測量的信號由鎢燈的熱輻射組成,而高速攝像機檢測照明激光光斑在屏幕上的投影。OCT的測量點位於(yu) 旋轉圓盤的邊緣。可檢測事件是由於(yu) 缺口朝邊緣打開,導致圓盤邊緣深度相對於(yu) 探測器的變化。同步性的精度可以根據磁盤的旋轉速度而變化。在最大轉速下,對於(yu) 給定尺寸的圓盤光圈,可達到δtmin=40µs的最大精度,這小於(yu) 高速曝光的曝光時間。
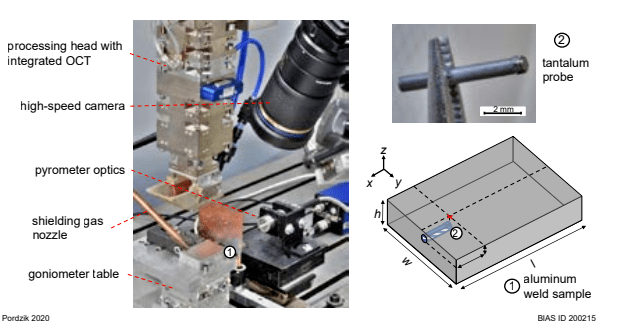
圖2測量毛細管壁附近溫度的實驗裝置,包括焊接樣品設計原理圖。
同步測量裝置用於(yu) 激光束深熔焊接過程觀察。毛細管壁溫度的高溫計測量是進行研究的中心。為(wei) 了進行這些測量,將一側(ce) 被鉭箔封閉的鉭管插入焊接試樣前部的孔中,從(cong) 而形成高熔點測量通道(見圖2)。高溫計的輻射測量是在金屬箔的內(nei) 部進行的,金屬箔用作溫度屏,因此作為(wei) 灰色散熱器,映射鉭探針外部的工藝溫度。通過在樣品表麵下方的不同深度鑽孔,可以在幾次測量中記錄軸向溫度分布。
由於(yu) 毛細管深度受到強烈的時間波動的影響,以這種方式確定的溫度和深度之間的相關(guan) 性不是絕對的,因此,需要通過OCT對焊接深度進行額外測量來補充實驗裝置。OCT測量與(yu) 毛細管開口中的加工激光平行進行,因此,提供最大檢測深度。此外,橫向於(yu) 焊接方向進行高速記錄,以評估工藝穩定性。試驗裝置如圖2所示,並顯示了焊接樣品周圍測量儀(yi) 器的布置。試驗在焊接速度為(wei) 50 mm/s、激光功率為(wei) P=5 kW的條件下進行。鉭探針的鑽孔位於(yu) 樣品表麵下方d=4 mm的深度處。
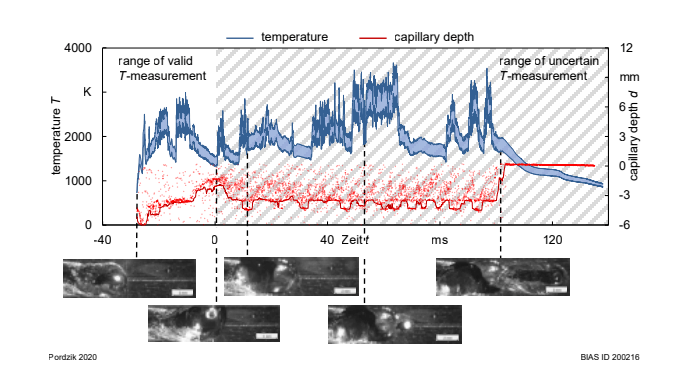
圖3通過測量毛細管壁溫度、毛細管深度和高速圖像同步過程觀察的結果。
如圖3所示,測量結果顯示毛細管深度在3 mm和6 mm之間波動。OCT信號的過濾之前通過焊縫熔透的金相橫截麵進行校準。在蒸汽毛細管的前壁所在的區域,測量得到的最高溫度Tmax在2640和2960k之間,由此可以支持文獻中較為(wei) 流行的一個(ge) 假設,該假設認為(wei) ,在毛細管壁的附近區域的熔體(ti) 存在過熱。
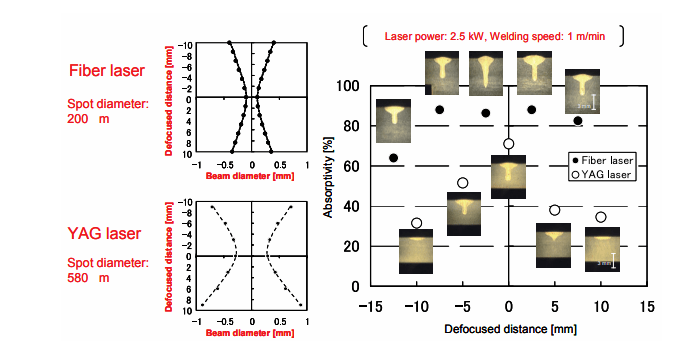
圖4 304型不鏽鋼中光纖和YAG激光的吸收隨離焦距離的變化。
來源:Implementation of a Synchronized Multi-method Process Observation in Deep Penetration Laser Welding,Photonics Views, DOI: 10.1002/phvs.202100011
參考文獻:S. Katayama, Y.Kawahito, M. Mizutani: Latest Progress in Performance and Un-derstanding of Laser Welding, Physics Procedia 39 (2012) 8–16.
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們