




研究新的動態調控激光光束技術對微加工、高功率焊接和切割的柔性的提高和精度的改善非常重要。
新能源電動汽車的蓬勃發展,首先要解決(jue) 的是精密製造中滿足高容量材料的加工問題。為(wei) 了滿足電池堆的排列和連接,拓展增材製造技術和激光焊接技術的應用,應用新的以合金為(wei) 基礎的冷卻係統,這些發展趨勢使得製造者不得不開發出新的加工工具來幫助他們(men) 解決(jue) 這些問題。
本研究則向大家解釋為(wei) 什麽(me) 製造商們(men) 會(hui) 不斷的替代傳(chuan) 統的機械加工技術和以激光作為(wei) 加工工具的熱焊接技術。同傳(chuan) 統的熱焊接技術相比較,激光為(wei) 基礎的技術由於(yu) 其能量密度高,而隻需要較少的熱輸入就可以完成加工任務。激光焊接同時還最大程度地降低了潛在地變形。
所有的焊接軍(jun) 均括熔池的形成和隨後的快速冷卻凝固過程,這些因數決(jue) 定著焊縫金屬的性能和結構。激光焊接的高能量,然而,不僅(jin) 熔化了材料,同時還會(hui) 導致材料的氣化。在焊接過程中材料的氣化會(hui) 在材料中產(chan) 生氣體(ti) 毛細管。這一毛細管通常被稱為(wei) 匙孔(小孔),從(cong) 而使得激光能源能夠獲得非常大的深寬比焊縫,定義(yi) 為(wei) 焊接穿透的深度和焊縫的寬度的比值。
同熱焊接相比較,傳(chuan) 統焊接可以得到深度淺且寬的焊縫,激光焊接時的大的深寬比會(hui) 轉換成潛在的低的部件變形。匙孔(小孔),然而,同時也帶來挑戰,這是因為(wei) 它的穩定性對獲得高質量的焊縫至關(guan) 重要。當焊接諸如鋼和鎳這類高吸收材料的時候,匙孔(小孔)通常會(hui) 保持穩定,並促使獲得高質量的焊縫。然而,當焊接銅合金、鋁合金和高合金材料時,匙孔(小孔)就會(hui) 變得固有的不穩定,使得工藝過程變得不穩定,極易出現氣孔和飛濺,從(cong) 而影響焊接質量。
盡管麵臨(lin) 著以上這些挑戰,汽車工業(ye) 的製造商們(men) 仍然致力於(yu) 將新能源汽車電動化,其解決(jue) 方案就是轉向以新的激光技術為(wei) 基礎的材料加工工具來進行焊接、切割,或者組合和加工滿足特定用途的複雜產(chan) 品。激光技術使得工業(ye) 界能夠與(yu) 對部件整體(ti) 設計、成本-高效的解決(jue) 方案的步伐保持一致(見圖1)。而成本的不斷下降和功率的不斷增加,使得激光這一焊接工具不斷升級,以滿足製造商對加工應用的特殊需求。尤其是,當激光功率增加時,對應用中要求保持匙孔(小孔)的穩定以及焊接接頭的組織特性,就對工藝參數的定製就顯得至關(guan) 重要了。

圖1 電動汽車的發展對製造商和焊接提出了新的挑戰。除了引入全新的部件和係統之外,電動化還進一步的引入了銅合金和鋁合金等材料的大量應用。激光焊接技術及其裝備使得電動化所需要的成本-效率方麵的要求能夠保持同步,但這些工具將得益於(yu) 光束的巨大的柔性和控製。
保持的匙孔(小孔)穩定性
製造商們(men) 可以定製激光加工參數,如波長、脈衝(chong) 能量、重複頻率、輸送速率以及光斑形狀、光斑尺寸和光斑處的能量強度的分布。通常的材料加工技術,在今天的應用中包括配備快速掃描的Wobble焊接頭,使用綠光或者藍光波長的激光源、使用可變的重疊的強度分布,通過兩(liang) 個(ge) 光纖重疊在一起形成一個(ge) 光纖的可變的重疊強度分布技術等,見圖1-0。
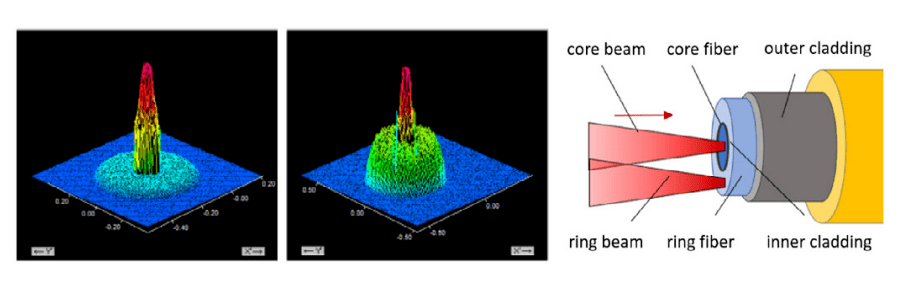

圖1-0 由於(yu) 將兩(liang) 個(ge) 光纖合並到一個(ge) 光纖中,其中一個(ge) 作為(wei) 新的光纖的核心中輸送激光,另外一個(ge) 分布在新的光纖的環形周圍中,從(cong) 而形成功率的輸出時,其能量可以改變的結果。這種形狀的激光光束分布可以在焊接的時候很好的防止飛濺的產(chan) 生。
光束調整技術可以分為(wei) 三個(ge) 大的類別:靜態、可變和動態。衍射光學元件(Diffractive Optical Elements,DOE)提出了一個(ge) 成本-效用高的光束整形方案,通過在魯棒窗口上發射一個(ge) 薄的衍射光斑,衍射和調製光通過它的相位。對靜態光束調整來說,大量的光學衍射元件(DOE)可以用於(yu) 定製激光束輸出到工件上進行加工。靜態光學整形的問題是,隻有當用戶對要求加工的參數定義(yi) 非常明確而且不需要工藝柔性的時候才是比較適合的選擇。
衍射光學元件也可以通過調節環形調節器,將光束分割到中央的尖頭上,或者中心光束上和周圍的環形光束上來增加激光加工的柔性。這一選擇需要一個(ge) 單軸偏移或旋轉以改變中心和環形光束的強度比例。當這一光束解決(jue) 方案可以提特定工藝的加工柔性,前提是用單一設備來完成的特定的任務。

圖2
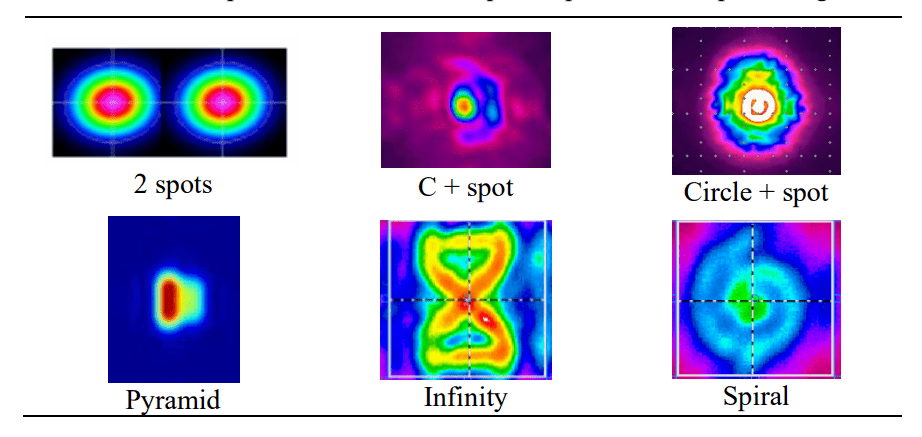

圖2-1 可以設計出任意形狀的光斑形狀來。
圖2-2 對 AA3003鋁合金進行非熔透搭接激光焊接( partial penetration lap welding)時光學形狀變化的測試。

圖3 在動態光學激光調整的運行過程中,從(cong) 單一種子光纖中處理啊的激光束進行分割並通過一個(ge) 平行排列的電-光調節器,每一個(ge) 進行驅動一個(ge) 光學放大器。
動態光束整形技術
這一光學相場排列增強的動態光學整形技術使得光纖激光能夠傳(chuan) 輸高達100KW的激光的水平(控製多模)。最近的發展則增加了其控製的能力,不僅(jin) 可以控製光束的形狀,還可以控製光束形狀改變的頻率、頻率以及焦點的位置。調節這四個(ge) 參數,使得激光工藝參數的優(you) 化前所未有的可以控製熔池以滿足甚至超過材料焊接性能所要滿足的要求。
如同前麵所討論的,激光束的形狀對材料的加工具有十分直接的影響。不同的形狀可以獲得忒的那個(ge) 的焊縫形狀和組織,所需要的韓粉形狀主要取決(jue) 於(yu) 所要求達到的結果,並且經常是一個(ge) 小的改變和調整,往往會(hui) 帶來意想不到的效果。現有的光束整形解決(jue) 方案並不能提供足夠的柔性來實現較為(wei) 寬廣的形狀變化,更別提設計出任何有需要的光束形態了(圖4)。
光束形狀上的一個(ge) 小的改變通常會(hui) 帶來巨大的效果上的改變。盡管如此,直到現在,大多數的光束形狀的解決(jue) 方案隻能提供有限的選擇和並沒有能力實現動態的設計光學形狀的能力。光束形狀調整的能力可以實現特定的焊縫形狀和顯微組織,主要取決(jue) 於(yu) 所需要的結果。

圖4 動態光束調整時使用一種快速的優(you) 化不同的焊接工藝的技術,使用的是測試多個(ge) 設置步驟來確定的光束形態對焊縫的影響。
相反,動態光學形狀調整的出現是伴隨著軟件的出現而發展的,操作者利用軟件設計出具體(ti) 應用所需要的形狀來,上傳(chuan) 所設計的程序到激光加工係統中,然後觀察焊縫的橫截麵並進行分析,這一過程的簡單和速度使得該技術有可能用來評估多個(ge) 形狀和進而選擇出最優(you) 的光學形狀方案來以進一步的滿足特定的焊縫要求。緊接著,進一步的發展將使得實現實時監控光束的形狀成為(wei) 可能,使得可以在飛行的過程中進行光束形狀的優(you) 化(圖5)。

圖5 出現的動態光束調整是伴隨著軟件的快速發展使得用戶可以設計光學形狀並進行優(you) 化以滿足特定的焊接應用。通過點擊用戶操作界麵,例如,用戶可以設計出想象的光學形狀和排列來,非常容易地評估不同形狀以找到特定焊接結果所需要地最優(you) 化地光學形狀來。
光學形狀改變的頻率、光學形狀的空間排序和焦點導航
一旦所需要的光學形狀被設計出來,產(chan) 生這一光學形狀所需要的速度就可以進行設定。產(chan) 生這一光學形狀所需要的時間稱之為(wei) 形狀頻率,並且它將影響焊縫的特征,這是因為(wei) 一個(ge) 並沒有被很好的進行優(you) 化的速度同樣會(hui) 引起諸如飛濺類的缺陷。快速的頻率,如50MHz,就是非常快的速度使得光學形狀的改變好像是準靜態的形狀,由此產(chan) 生同KHz或Hz範圍內(nei) 所得到的完全不同的效果來。
在光束形狀變化時,其頻率的改變決(jue) 定了被加工材料所需要的最佳狀態。在某些情況下,頻率的改變隻是顯著的改變焊縫的特征。而光學排序的改變則為(wei) 激光焊接的柔性最增加了一個(ge) 新的途徑,提供了在微秒時間內(nei) 對光束形狀進行切換的能力。光學排列製造出一係列不同的形狀來,每一個(ge) 形狀滿足特定的加工目的,獲得特定的加工結果。激光通過編程來連續運行每一光束形狀,以不同的速度和不同的間隔來進行。例如,如果一個(ge) 形狀用於(yu) 穩定匙孔(小孔)和避免飛濺,而另外一個(ge) 不同的形狀則用於(yu) 避免裂紋,於(yu) 是很好的設計的光學排列則可以同時滿足單一激光所能達到的目標。

圖6 動態光學調整技術設計一個(ge) 優(you) 化的光學排列的能力,提供了一個(ge) 有效的工具來避免形成駝峰-駝峰是一種周期性發生的珠狀形狀的突起(案例為(wei) 1mm厚的5052鋁合金)
標準激光的焦點的深度比較淺,從(cong) 而造成工件焊縫深度方向上的性能與(yu) 組織不一致。單模激光具有較大的聚焦深度,並且動態光束調整激光為(wei) 單模激光,可以對焦點進行導航,這就意味著Z軸方向上焦點位置可以隨著材料的不同而隨時和可以任意速度變化。
激光在固定焦點時,整個(ge) 焊接過程會(hui) 產(chan) 生大量的和更多鋸齒形狀的焊縫,結果,這些問題可以通過光束的焦點位置導航來解決(jue) 。焦點導航會(hui) 創造出更多平滑。強度高和更加均勻的焊縫。
將其整合在一起
動態光學調整的優(you) 勢可以在很多方麵加速和提高工業(ye) 應用中的產(chan) 能。窄的高斯焊縫提供了焦點控製予更廣闊的空間,例如,剋允許激光來進行焊接和切割任意角度的加工對象而不僅(jin) 僅(jin) 時在垂直平麵上,甚至是激光非常靠近工件表麵的時候。相反地,采用大的焦距和使用鏡子來在工件表麵進行移動也會(hui) 帶來更多的潛在的好處。
將光束進行移動和焦點位置以一定的速度在幾百兆的範圍內(nei) 運行的能力使得在工件表麵上追蹤不同的光束形狀的能量分布以滿足多種維度的應用。例如,當焊接兩(liang) 工件且中間存在間隙時,較高功率的能量且具有較窄的光束可以快速將大的光束形狀通過間隙所得到的固態接頭而刻寫(xie) 出其輪廓來。
在焊接操作時,動態光束形狀控製著材料的熔池和熱等離子體(ti) 匙孔(小孔)。當光束移動到焊縫的下線時,材料從(cong) 固態到液態到氣態,然後再反向進行凝固。通過精確的控製熔池和減少附屬物的飛濺,再凝固,在材料的理想狀態凝固,從(cong) 而形成高質量的焊縫。
這一光束控製可以允許實現異種材料,如鋁合金和銅合金的焊接,這些異種材料在反射率、熱熔以及熔點上均存在差異。光束控製進一步的允許激光將裂紋敏感性材料焊接在一起,或者提供精確控製的能量來將很薄的細線焊接在塊體(ti) 上。當穿透幾層不同的采用鑽孔工藝來實現的話,其快速的光束排列的能力可以實現在每層進行定製,且在毫秒內(nei) 實現切換並獲得更加均勻的孔。
動態光束激光調整技術可以允許用戶充分發揮出激光這一工具的優(you) 勢的同時,並避免這一工具所具有的剛性。動態光學激光調整技術在調整光束形狀和頻率上提供了足夠的柔性且速度快和非常容易實現,與(yu) 此同時創造了光束形狀排列和光束焦點導航,所有這些使得動態光束調整在材料加工時如同玩遊戲機一樣方便(圖6)。
文章來源:1.Fraunhofer Institute for Material and Beam Technology IWS和civan;
2.Haug, P., Weidgang, S., Seebach, J., Speker, N., Hesse, T., Bisch, S.: Beam Shaping BrightLine Weld – Latest Application Results. At: Lasers in Manufacturing Conference 2019 (LiM 2019).
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們