




近年來,汽車行業(ye) 在產(chan) 業(ye) 升級過程中廣泛采用了激光焊接技術。激光焊接可以分為(wei) 多種形式,激光自熔焊、激光填絲(si) 焊、激光複合焊等。其中,激光電弧複合焊是麵向中厚板材焊接需求開發的先進工藝,它將激光焊與(yu) 電弧焊兩(liang) 種技術有機的結合起來,激光焊保證熔深,弧焊保證熔寬,發揮了兩(liang) 種工藝的優(you) 點,可以顯著減少熱輸入,有效控製變形,獲得優(you) 良的綜合性能。在改善焊接質量和生產(chan) 工藝性的同時,也提高了效率/成本比。
長期以來,高端大功率激光電弧複合焊接設備被歐美國家壟斷。許多國內(nei) 汽車廠引進了德國、意大利等國家的激光電弧複合焊接生產(chan) 線,價(jia) 格高昂,售後服務受限。為(wei) 了打破這一局麵,中科煜宸在高功率激光焊接設備研發和應用領域不斷創新進取,推出了多款激光電弧複合焊接裝備,目前已成功的把這款先進專(zhuan) 用裝備應用到了汽車後副車架縱梁的生產(chan) 中。
後副車架是汽車承載結構件中重要的零部件之一,其主要的功能是為(wei) 懸掛係統提供安裝位置以及定位基準,提升懸掛整體(ti) 剛度與(yu) 整車舒適性。在後副車架的失效試驗中,約有90%是由於(yu) 焊接疲勞失效引起的。
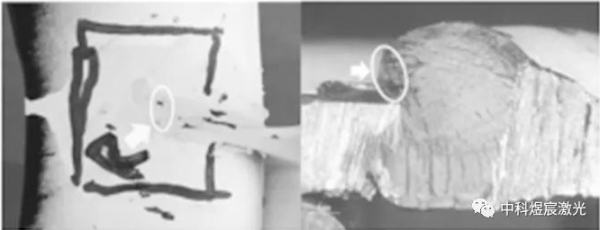
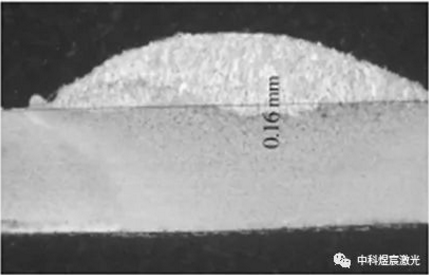
圖1傳(chuan) 統焊接樣件失效位置 圖2傳(chuan) 統焊接樣件焊接熔深 焊接時的熱影響區及焊縫熔深對工件的機械性能至關(guan) 重要。傳(chuan) 統弧焊方式熔深不足,熱影響區較大,導致焊接連接強度和疲勞性能無法達到技術要求,采用激光複合焊則能夠完全解決(jue) 以上問題。 圖3 後副車架工件 激光複合焊相對於(yu) 傳(chuan) 統弧焊的技術優(you) 點 隨著汽車行業(ye) 的輕量化需求,車身結構由空間框架向鋁複合車體(ti) 方向發展。鋁車身將大量采用激光焊接工藝,因單激光焊對零件的裝配間隙精度要求高,需要嚴(yan) 格的準備零件,從(cong) 而造成生產(chan) 效率較低、成本增加的問題;采用激光電弧複合焊則可以很好的解決(jue) 裝配間隙問題,未來在新型鋁合金車身焊接領域具有良好的應用前景。

轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀


















 關注我們
關注我們