




近期,高功率和高亮度工業(ye) 藍色激光技術的領先創新者NUBURU公司宣布與(yu) 美國空軍(jun) 簽訂了一份技術服務合同:在2023年第一季度交付了世界上第一台藍色激光驅動的區域燒結 3D 打印激光器。
NUBURU公司成立於(yu) 2015年,是一家工業(ye) 藍光激光器的開發商和製造商,利用基礎物理學及高亮度、高功率的設計,在銅、金、鋁和其他重要工業(ye) 金屬的激光焊接和增材製造中,能夠以更快的速度、更高的質量進行零件焊接和成形。NUBURU的工業(ye) 藍光激光器所成形的焊縫尺寸很小,甚至達到無缺陷,比傳(chuan) 統方法快8倍,且兼具激光加工方法所固有的靈活性。

NUBURU與(yu) 美軍(jun) 簽訂了兩(liang) 期的技術服務合同,合同內(nei) 容是利用藍色激光的吸收優(you) 勢,並結合德州儀(yi) 器的區域燒結金屬3D打印技術(一種通過數字光投影儀(yi) 將圖像投射到粉床上成形金屬的技術),極大地提高金屬零件的3D打印速度。NUBURU將激光器交付給合作夥(huo) 伴,整合到金屬3D打印機中。藍激光器使用了比一般金屬3D打印機光斑大3萬(wan) 倍的圖像,大幅度提升了打印速度,但分辨率並未打折扣。這種3D打印機器可以進一步升級,將高密度材料的打印速度提升100倍或更高,同時極大地減少二氧化碳的排放。根據NUBURU的研究數據顯示,與(yu) 紅外激光器相比,藍激光設備在3D打印不鏽鋼部件時二氧化碳排放量最多可減少2.75倍。
NUBURU對這些技術的投資,幫助公司開發了一個(ge) 強大的知識產(chan) 權平台,包括190多項專(zhuan) 利。這些專(zhuan) 利廣泛涵蓋了激光技術,包括某些被美國政府視為(wei) 機密的知識產(chan) 權。
基礎物理屬性賦予了藍激光獨特的成形優(you) 勢
NUBURU 於(yu) 2017 年發布了第一款與(yu) 工業(ye) 相關(guan) 的藍色激光器。許多金屬對藍光的吸收能力遠高於(yu) 其他波長,因此藍色激光器迅速被各行各業(ye) 采用。隨著藍色激光的功率和亮度增加,出現了新的應用範圍。在南極熊之前發布的文章中,也提到了藍激光在增材製造領域所展示出的強大應用能力:開啟激光3D打印製造銅材料大門的“密鑰”。
藍色激光器基於(yu) GaN芯片的設計可在不降低光束質量的情況下提高性能。對於(yu) 材料加工應用——激光焊接是最典型的例子——增加功率密度可以增加熔深和焊接速度。藍色激光與(yu) 各種材料之間的獨特相互作用也為(wei) 增材製造增添了新的能力。以下的示例具體(ti) 展示了藍激光如何憑借其獨特物理屬性實現新的製造可能性。
吸收優(you) 勢
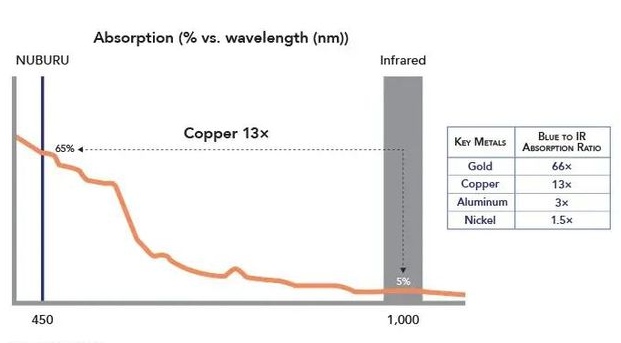
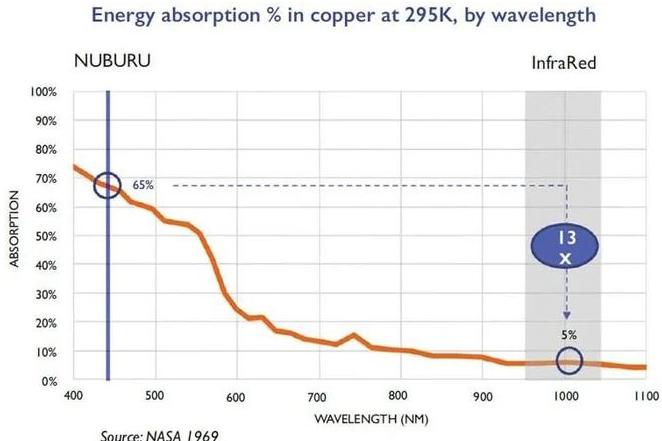
銅是一種重要的經濟材料,它不適合用傳(chuan) 統的紅外工業(ye) 激光(通常約為(wei) 1 μm)進行加工。藍色的好處源於(yu) 基礎物理學。如下圖所示,銅在紅外波長下僅(jin) 吸收約百分之五的入射功率。
考慮對焊接的影響。當金屬工件被加熱到高於(yu) 其液相轉變溫度以形成 “熔池”時,就會(hui) 發生焊接。當能量源被移除時,材料凝固。如果一種材料僅(jin) 吸收入射能量的 5%,則意味著光源必須提供實際熔化所需能量的 20 倍。這是低效的,但真正的問題是材料加工質量差。
熔池與(yu) 母材有很大不同。一旦熔池啟動,它會(hui) 突然吸收更多的紅外線——比“額外”能量高出20 倍的多得多。結果是一係列劇烈的微爆炸,焊件飛濺材料。飛濺物還會(hui) 留下“氣泡”,最終在接頭處留下空隙。空洞和飛濺會(hui) 降低部件的物理強度和電氣性能,尤其是銅合金材料的物理強度和電氣性能對部件性能的影響巨大。
相較於(yu) 紅外激光,銅吸收的藍光是紅外激光的十倍以上。更重要的是,基材和熔池吸收藍激光能量的效率要更高。當藍色激光提供足夠的能量來啟動熔化時,它會(hui) 自動提供足夠的能量來維持熔池。由此產(chan) 生的接頭是快速生產(chan) 的,沒有空隙,也沒有飛濺。
△藍色激光焊接是銅焊接的最佳選擇:高材料吸收和高效的能量傳(chuan) 輸使 NUBURU 的工業(ye) 藍色激光器成為(wei) 焊接銅、鋁和其他反光金屬的最佳選擇。
亮度優(you) 勢
吸收功率密度至關(guan) 重要,更高的亮度意味著更高的效率,能夠將更多的能量從(cong) 激光傳(chuan) 輸到工件。如果熔化金屬的光束擴大到其直徑的兩(liang) 倍,則它需要承載四倍的功率。能夠很好代表這一點的指標是光束參數積 (BPP),輸送到工件的功率密度是光束功率和 BPP 的函數。吸收功率密度還有一個(ge) 關(guan) 鍵因素:激光波長下的材料吸收。
對於(yu) 兩(liang) 個(ge) 激光器,一個(ge) BPP 為(wei) 30mm-mrad,第二個(ge) BPP 為(wei) 60 mm-mrad,第二個(ge) 僅(jin) 提供第一個(ge) 的四分之一的功率密度。還要記住,整個(ge) 係統的 BPP 不能通過外部光學器件降低——也就是說,不能提高。BPP 隻能從(cong) 其初始值退化。
這就提出了一個(ge) 更重要的觀點。功率密度太高也會(hui) 導致加工質量差。訣竅是使功率密度與(yu) 應用需求相匹配。例如,具有 400 μm 光斑的 1 kW 藍色激光器可為(wei) 工件提供約 800 kW/cm 2的功率,而具有 200 μm 光斑的相同 1 kW 激光產(chan) 生的功率密度約為(wei) 3 kW/cm 2。對於(yu) 太高的銅焊,會(hui) 導致焊接質量差。
實現高功率的方法
從(cong) 概念上講,獲得高功率工業(ye) 激光器非常簡單:從(cong) 許多單獨的激光器中獲取輸出並將其傳(chuan) 送到同一工件。要獲得 500W 激光器,需要將來自 500 個(ge) 獨立 1W 光源的小束路由到同一點。要使功率加倍,您可以將 1W激光器的數量加倍,或者將每個(ge) 單獨光源的功率加倍至 2W。
不過,訣竅在於(yu) 以優(you) 化光束質量的方式調節各個(ge) 光源,然後在不降低光束質量的情況下將它們(men) 組合起來。想象一下有 20 個(ge) 二極管條形源的情況,每個(ge) 二極管都垂直於(yu) 條形平麵發射。如果這些光束通過單個(ge) 透鏡準直,則它們(men) 必然會(hui) 受到不同的調節,具有不同的空間和角功率分布。這使得在不降低光束質量的情況下幾乎不可能將它們(men) 組合起來。
最大化光束質量、匹配子束輪廓並結合以獲得最佳性能的唯一方法是單獨調節每個(ge) 光束。例如,NUBURUAO-150 從(cong) 基於(yu) 芯片的陣列開始,每個(ge) 陣列有 20 個(ge) 二極管,然後用主動對準的微光學器件分別對它們(men) 進行準直。來自多個(ge) 陣列的輸出通過空間交錯和偏振濾波進行整合,然後將小光束耦合到直徑為(wei) 200 μm 的光纖中。
這種打印機架構是可擴展的。例如,AO-500 組合了四個(ge) AO-150 的輸出以實現 500-W 的輸出。獲得更高功率的途徑之一是通過持續的空間和偏振交錯,但設計中還內(nei) 置了另一條平行路徑。GaN 二極管技術相對不成熟,效率在 30% 左右。GaN 效率有望接近當前 GaAs 水平的 70% 左右。這將在不改變係統架構的情況下使輸出功率翻倍。

昂貴的單模綠光激光器現在正在投放市場。因為(wei) 它們(men) 是單模的,所以它們(men) 的 BPP 可以達到 5 mm-mrad 的數量級,但這提供的功率密度遠遠超過劣質銅焊接的閾值。然後有必要故意降低 BPP 以達到可以進行高質量焊接的狀態。選擇綠激光進行增材製造,需要在消除一些不必要的激光特性付出很多工作,並且還需要整合額外的元件以達到最佳功率密度,從(cong) 而增加了係統的整體(ti) 複雜性。
性能優(you) 勢
激光吸收曲線和功率規格的變化是有趣的話題,但關(guan) 鍵是如何利用這些因素來提高性能。銅焊接的例子突出了這些因素如何提高性能。
紅外激光在足以熔化銅的功率與(yu) 產(chan) 生空隙和飛濺的閾值之間具有非常窄的工藝窗口。通過“擺動”光束——將其圍繞所需的焊縫旋轉——有時可以降低有效功率密度以最大限度地減少缺陷,但不能消除缺陷,有時甚至找不到可行的工藝窗口。藍色激光消除了這個(ge) 問題。無需特殊曝光。藍色激光速度更快,焊縫無缺陷。藍色和其他可見波長之間甚至存在顯著差異。以銅為(wei) 例,藍色激光的成形效率比綠色激光高近 20%。也就是說,對於(yu) 具有相同 BPP 的藍色和綠色激光器,綠色激光器有 20% 的內(nei) 在障礙——浪費的能量隻會(hui) 縮窄工藝窗口。
藍色激光與(yu) 應用相匹配的高功率提供了同等的性能優(you) 勢。考慮上圖中所示的兩(liang) 個(ge) 相同的500-W 藍色激光器:一個(ge) 是 60 mm-mrad BPP,另一個(ge) 是 30 mm-mrad。在 5 m/min 的焊接速度下,60 mm-mrad 係統隻能焊接小於(yu) 250 μm 的厚度,而 30 mm-mrad 係統的熔深超過 350 μm。同樣,對於(yu) 相同厚度(比如 300 μm)的焊接,30 mm-mrad 係統的速度是 60 mm-mrad 係統的兩(liang) 倍多。
近在眼前的應用優(you) 勢
藍色工業(ye) 激光器相對較新,但焊接銅金屬的性能優(you) 勢已經在電池製造、移動設備組裝和電動汽車製造等行業(ye) 得到證明。實驗室測試已經表明藍色激光可能會(hui) 解決(jue) 一些棘手的問題。焊接不同的材料——例如銅和鋼或銅和鋁——是極具挑戰性的,因為(wei) 這些材料具有不同的熱力學和機械性能。很難避免“金屬間化合物”的形成,即不同成分的區域具有同樣不同的機械和電氣特性。藍色激光器固有的較寬工藝窗口使其能夠最大限度地減少金屬間化合物的形成並最大限度地提高焊接質量。
除了焊接之外,切割、蝕刻和熔覆等工藝自然適合藍色激光材料加工。更有趣的是通過結合藍色激光來擴展增材製造(3D 打印)能力。藍色激光既提高了現有材料沉積工藝的性能,又為(wei) 新材料打開了大門。相信隨著藍色激光功率和亮度的提高,激光增材製造技術將延伸到更厚的材料和更高的速度,而新的應用也會(hui) 應運而生。
關(guan) 於(yu) 區域金屬燒結技術
區域金屬燒結打印工藝是一種創新的顛覆性3D打印技術,可使用200萬(wan) 個(ge) 激光點來實現部件的大規模3D打印,速度比傳(chuan) 統激光3D打印技術快1000倍,讓單個(ge) 零件的製造成本大大降低。南極熊對於(yu) 這種金屬“區域3D打印”技術有過詳細的介紹:【新提醒】200萬(wan) 激光點的金屬“區域3D打印”技術,速度提升1千倍,Seurat獲4100萬(wan) 美元融資。
金屬3D打印創業(ye) 公司Seurat Technologies是區域3D打印技術的代表,該公司所開發的新型打印技術不是增加激光源的數量,而是使用一種全新的光束處理方法來增加每次的熔化量。常規的金屬增材製造係統的光斑直徑為(wei) 100微米,對於(yu) 單激光係統,就是使用直徑100微米的激光進行掃描打印。而Seurat係統將200萬(wan) 個(ge) 激光點射向15平方毫米的方形區域,每個(ge) 光點的直徑大約為(wei) 10微米,也就是說一次打印一個(ge) 區域。
南極熊剖析一下,可能你會(hui) 更容易理解這個(ge) 技術的厲害之處:
在激光打印照射效率上,Seurat的光斑麵積相當於(yu) 15平方毫米,而常規單激光100微米直徑的光斑麵積僅(jin) 僅(jin) 為(wei) 0.0078平方毫米,兩(liang) 者相差近1000倍,也就是說最多可以實現單激光係統1000倍以上的熔融效率;
在激光打印精度分辨率上,Seurat的精度卻能達到傳(chuan) 統單激光的10倍。
現有的金屬增材製造中效率比較高的兩(liang) 種工藝是:電弧熔絲(si) 和粘結劑噴射。電弧熔絲(si) 使用基於(yu) 金屬絲(si) 的焊接工藝來沉積材料。然而,電弧熔絲(si) 的打印精度很低,能打印的最小特征尺寸在5-10毫米之間。粘合劑噴射法是基於(yu) 噴墨打印技術,以高生產(chan) 速率打印毛坯部件,然而打印之後還需要進行燒結,兩(liang) 步法也使這項技術難以掌握。目前,使用這兩(liang) 種技術方法可以實現400-1,500立方厘米/小時的打印速度。
Seurat的區域打印技術的生產(chan) 力遠遠超過任何現有金屬3D打印技術。它的打印速度甚至高於(yu) 電弧熔絲(si) ,但它保持了激光粉末床熔融的精度和分辨率,並有可能進一步提高表麵質量和零件的靈活性。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們