




在全球雙碳和能源轉型的大背景下,中國儲(chu) 能係統作為(wei) 緩解可再生能源波動性、保障電網安全、提高能源利用效率和降低用電成本的關(guan) 鍵解決(jue) 方案,其重要性在全球能源轉型的過程中日益凸顯。儲(chu) 能電池獲得空前的快速成長。
目前儲(chu) 能電池主要包括方形電池、圓柱電池和軟包電池。應用最為(wei) 廣泛的為(wei) 方形鋁殼電池。激光焊接技術作為(wei) 電池生產(chan) 的重要工藝環節之一,對電池的一致性、穩定性、安全性有著重大影響。在單一電池的製造過程中需要激光焊接的主要部位包括:防爆閥、極耳轉接片、極柱、封口等。對於(yu) 激光焊接的效果也提出更高的要求!
特斯拉的MEGAPACK在上海投產(chan) ,有機會(hui) 改變全球儲(chu) 能產(chan) 業(ye) 格局,成為(wei) 電動汽車之後另外一個(ge) 超級賽道!儲(chu) 能產(chan) 品的不斷更新迭代,離不開激光應用在其中的助推作用!


儲(chu) 能電池的焊接部件大多采用鋁、銅等高反射材料,對激光產(chan) 品的運行穩定性和工藝調節靈活性提出了更高的性能要求,GW LaserTech(光惠激光)麵向激光焊接應用推出全係列柔性可調光束(FRM)係列產(chan) 品,全係產(chan) 品配置自主創新的關(guan) 鍵激光器技術,具備ABR抗高反射技術、FRM環形動態光斑輸出技術,可以極大提升激光設備穩定性及焊接工藝品質,助力儲(chu) 能產(chan) 業(ye) 的蓬勃發展需求。
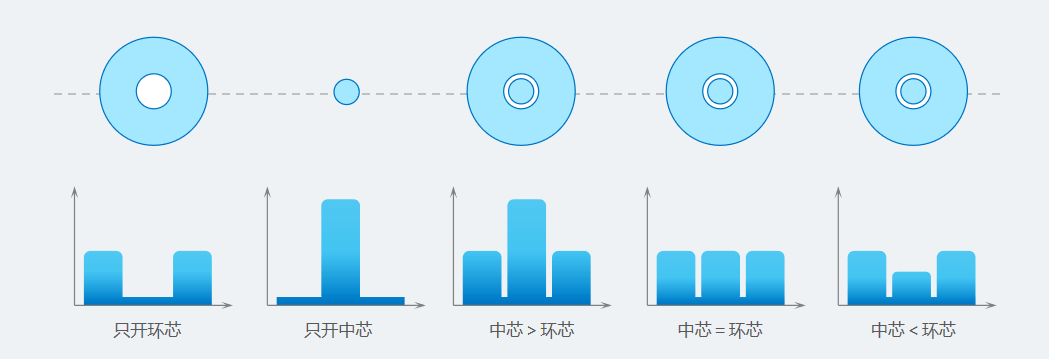
FRM環形動態光斑輸出技術提供了中心高斯光束及環形光束自主可調的輸出特性,專(zhuan) 為(wei) 激光平台焊接應用、振鏡掃描係統的遠程激光焊接應用場景優(you) 化。FRM技術用途廣泛且可靠,專(zhuan) 為(wei) 傳(chuan) 統激光技術無法實現的高生產(chan) 率解決(jue) 方案而設計。光束輪廓由中心光和環型光組成,每個(ge) 區域的功率均可自主可調,實現更加多變的光束輸出模式,可兼容複雜需求的激光加工應用領域。所有采用FRM技術的產(chan) 品設計均包含ABR反射保護技術,能夠持續加工高反射金屬材料。
技術特點
總功率可實現2~20KW全光纖架構輸出,自主可調的光束能量輸出;
高亮度中心光束和環形光束均可獨立控製,靈活控製輸出光束,可在特定的應用場景中實現更加靈活的加工方式;
整機采用ABR抗高反射設計,係統中添加多階防後向反射功能,有效增加了激光器的可靠性和使用壽命,適用於(yu) 加工高反射材料;
可對中心光束和環形光束實現激光能量輸出的閉環控製,使激光焊接加工過程更加穩定可靠。

(Anti-Back-reflection)激光器內(nei) 部搭配反光探測與(yu) 剝除裝置可以在焊接過程中剝除99%的反射光,全方位保證激光器的穩定運行。
1
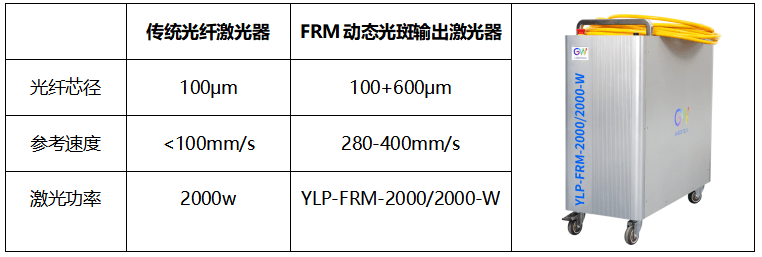
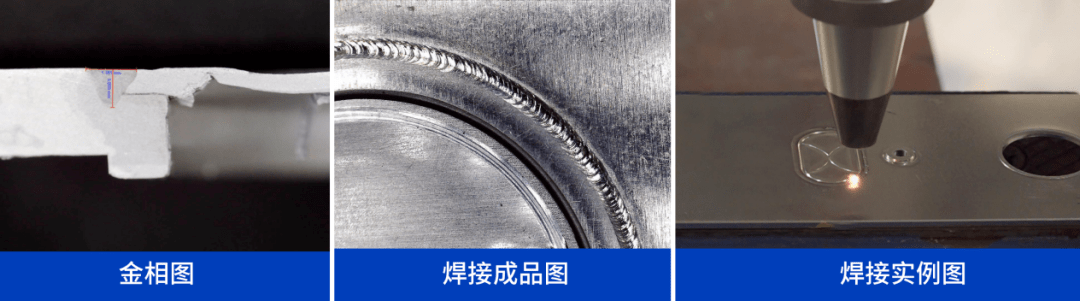
方殼電池殼體(ti) 封口
方殼電池的殼體(ti) 材料主要有鋁合金和不鏽鋼,其中采用三係鋁合金的最多,也有少數采用純鋁。使用傳(chuan) 統的連續光纖激光器焊接容易造成飛濺、氣孔等問題,給電池的穩定性和可靠性造成極大的影響。目前大部分公司都已經采用環形光斑與(yu) 複合焊替代傳(chuan) 統的單光纖連續激光器,以求達到更快的焊接速度與(yu) 焊接質量。
2
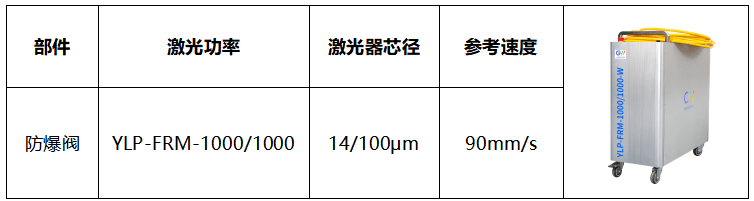
防爆閥焊接
防爆閥是電池封口板上薄壁閥體(ti) ,當電池內(nei) 部壓力超高規定值時,防爆閥閥體(ti) 率先破裂泄氣,釋放壓力,避免電池爆裂。所以電池的防爆閥的焊接好壞直接影響到儲(chu) 能電池的安全性,對於(yu) 焊接的工藝要求與(yu) 激光器的穩定性要求極高!要求焊縫密封,嚴(yan) 格控製熱輸入量,保證焊縫破壞壓力值穩定在一定範圍內(nei) ,過大或過小都會(hui) 對電池的安全性造成極大影響!
3
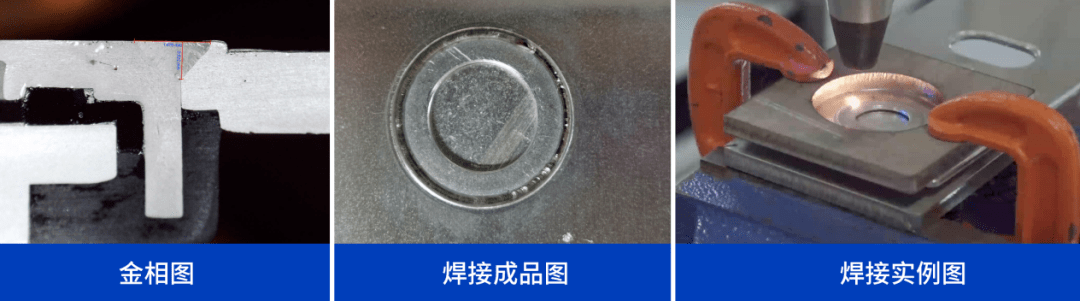
極柱焊接
對於(yu) 電池而言,電池之間連接的通暢性決(jue) 定著電池的性能,單體(ti) 電池想要並聯成一個(ge) 電池的模組單元,就需要靠正負電極極柱才可以成為(wei) 一個(ge) 完整的電池模組單元。
多數電池的極柱的材質是銅與(yu) 鋁,這兩(liang) 種材料都屬於(yu) 高反材料,在焊接過程中對於(yu) 激光的光束質量、能量密度都有極高的要求!當激光的光束質量與(yu) 能量密度達不到焊接的要求時,就會(hui) 出現焊不透,焊接不牢固、前後一致性差、焊接有氣泡等問題,從(cong) 而影響整個(ge) 電池模組單元的性能!
熔深/熔寬能力分析(樣本數20)
4
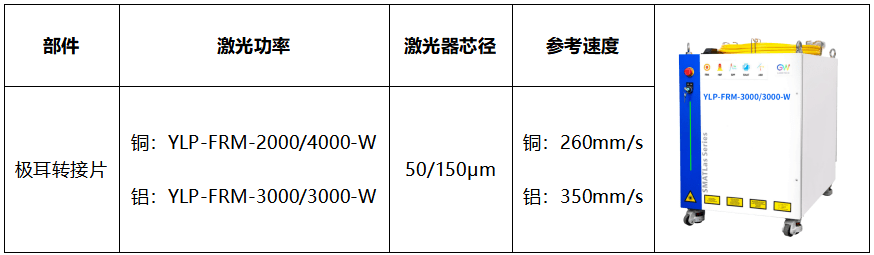
極耳轉接片焊接
極耳轉接片與(yu) 軟連接是連接電池蓋板與(yu) 電芯的關(guan) 鍵部件。對於(yu) 焊接而言需要考慮到電池的過流強度以及低飛濺的要求,在焊接的過程中需要具備足夠的焊縫寬度,並且需要保證沒有飛濺物落在電芯上。焊接要求達不到或有飛濺物落在電芯上電池在以後的使用過程中極易出現電池短路與(yu) 燒壞的現象。並且轉接片的主要負極材料為(wei) 銅,屬於(yu) 高反材料,在焊接的過程對於(yu) 激光器的能量密度和抗高反能力提出了更高的要求!能量密度不夠焊接效果不達標準電池容易出現短路。
5
電池模組及PACK焊接
電池模組可以理解為(wei) 鋰離子電芯經串並聯方式組合,並加裝單體(ti) 電池監控與(yu) 管理裝置。電池模組的結構設計往往能決(jue) 定一個(ge) 電池包的性能和安全。其結構必須對電芯起到支撐、固定和保護作用。同時如何滿足過電流要求,電流均勻性,如何滿足對電芯溫度的控製,以及是否有嚴(yan) 重異常時能斷電,避免連鎖反應等等,都將是評判電池模組優(you) 劣的標準。
目前電池模組匯流排在激光焊接中往往會(hui) 遇到焊接過程飛濺過多、焊接過程中出炸點、焊接裂紋、焊接容易產(chan) 生氣孔、焊接表麵收尾的地方出現凹坑等問題!
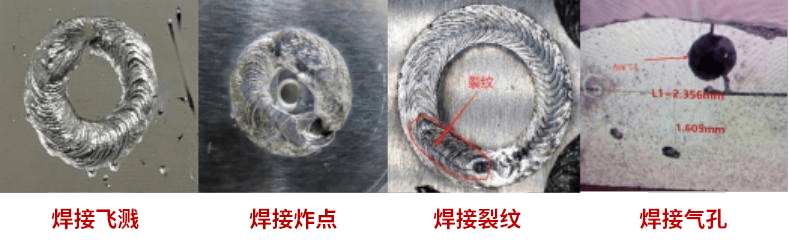
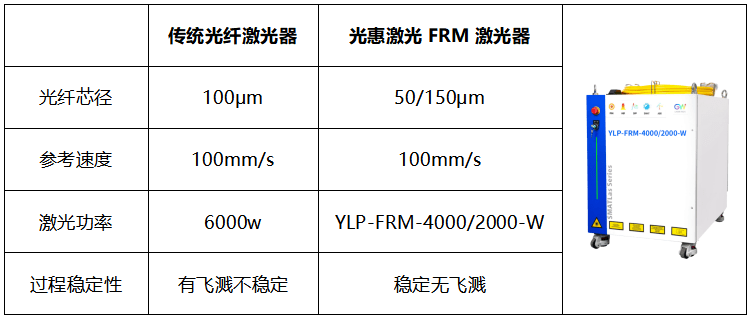
光惠激光的FRM動態光斑輸出激光器就可以很好的解決(jue) 這些問題相比傳(chuan) 統的光纖激光器,光惠激光的FRM激光器在焊接過程穩定無飛濺,焊接成品外觀美觀!

(焊接效果對比)
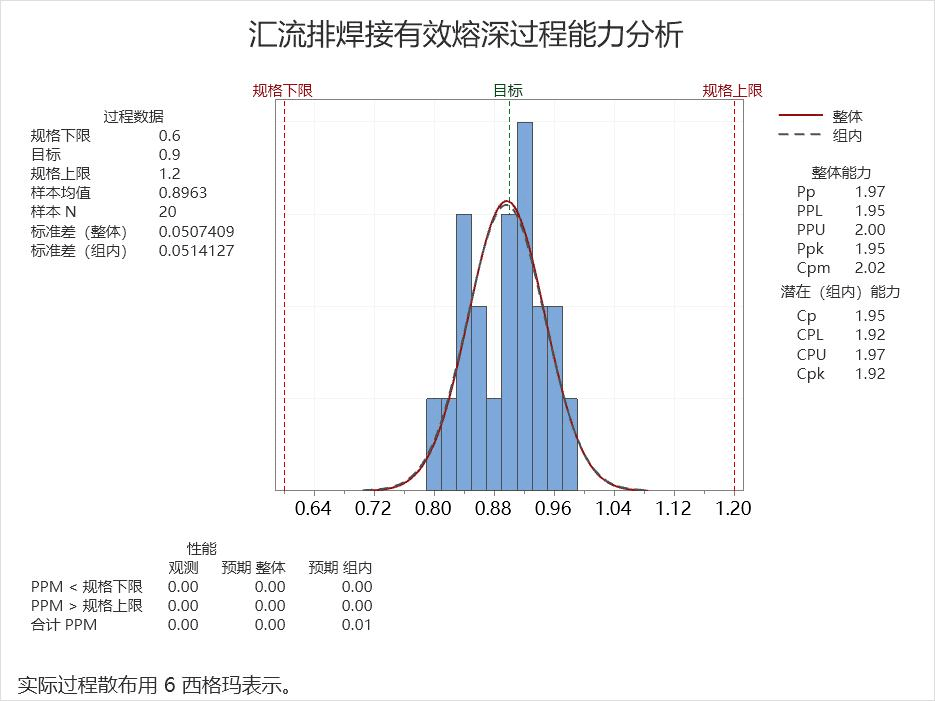
焊接1 係鋁鈀片到方形鋰電池極柱上方,要求表麵外觀無焊渣飛濺、裂紋、氣孔、虛焊等不良現象,焊接熔深達到0.6—1.2mm,熔寬 1.5-2.5mm實際測試20組數據,熔深大都集中在0.7— 1.0之間,過程能力Cpk為(wei) 1.92,滿足焊接實驗要求。
,時長
00:19
(焊接過程)
對於(yu) 儲(chu) 能電池不同部件的焊接,采用光惠激光的FRM動態光斑輸出激光器可以有效的解決(jue) 各種類型的焊接難題,實現焊接零飛濺、表麵無氣孔、熔深穩定、焊縫平滑美觀,顯著提高焊接質量,有效保證柱能電池的穩定性與(yu) 安全性。
光惠激光(GW LaserTech)始終把向客戶提供高品質、高安全性的產(chan) 品作為(wei) 重中之重,采用多種先進安全和應用技術,旨在為(wei) 客戶提供高可靠和安全的儲(chu) 能電池製造解決(jue) 方案,推動可再生能源的發展,為(wei) 實現可持續的能源未來做出貢獻。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們