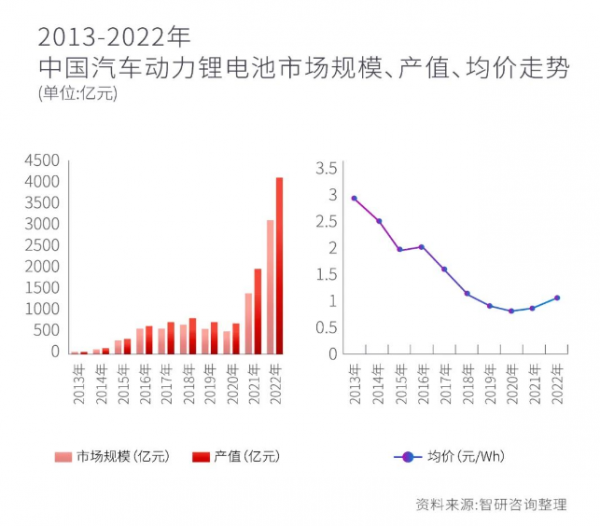
中國汽車動力鋰電池市場規模不斷擴大,並且在全球範圍內(nei) 占據重要地位,隨著中國政府對環境保護和可持續發展的重視,推動了新能源汽車市場的快速發展。政府製定了一係列支持政策,如補貼和減免稅政策,促進了新能源汽車的銷售,進一步推動了汽車動力鋰電池市場的擴大。
動力電池內部也是一整個複雜的係統,從電芯、電池模組、電池包,曆經一道道製造工序,最後組裝成一整個動力電池係統。這其中,材料與材料、模組與模組、電池包結構的連接就涉及到高要求的焊接工藝——激光焊接。在動力電池生產過程中,電池殼體焊接的質量穩定性會影響電池組裝係統的一致性和安全性。動力電池殼體內部主要包含有機電解液、特殊隔膜,蓋板上主要包含防爆閥、極柱、安全帽、注液孔等。殼體與蓋板的封口焊接要求很高,其焊接質量直接影響電池的密封程度,焊接不良會導致電池漏液、析鋰、電池外觀不達標等問題。當前的常規解決方案是先將殼體和頂蓋進行預焊,然後進行滿焊。
滿焊,又稱全焊,意思是在焊接過程中,需要將焊接的兩(liang) 個(ge) 部件完全融合成為(wei) 一個(ge) 整體(ti) 。滿焊對焊縫的要求高,需盡可能地使焊接的兩(liang) 者沒有間隙,以達到無縫連接的焊接效果。
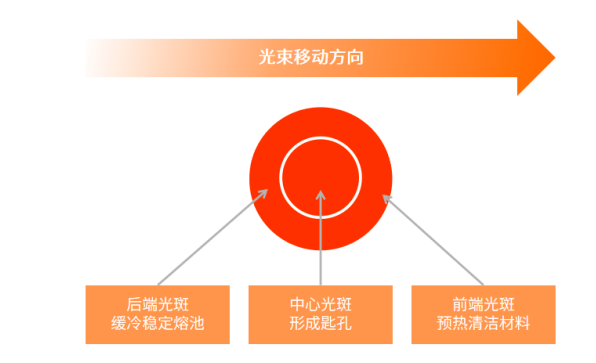
針對上述的工藝要求,創鑫激光子公司寶辰鑫采用雙光束(環形光斑)激光器為核心的焊接方案,經驗證,各方麵工藝都可達到客戶嚴格的標準要求。目前,鋁合金材料的電池殼占整個動力電池的90% 以上。動力汽車電池的外殼材料通常采用3003鋁合金,而鋁合金對激光的反射率極高, 激光焊接難度較大,焊接過程中可能會麵臨飛濺、爆點、內部氣孔、鋁殼變形等各類問題。麵對這一問題,寶辰鑫雙光束(環形光斑)激光器逐個擊破。寶辰鑫雙光束(環形光斑)激光器,采用環形光斑設計,在進行動力電池外殼焊接時,可利用光斑較小的內環的高功率密度光斑作用於工件,生成匙孔,獲得足夠的焊接熔深;利用外環對焊接過程中的熔池提供更多能量以增大焊縫寬度,並延長匙孔閉合時間,幫助熔池氣體逸出,從而降低焊縫氣孔率。
在該焊接項目中,材料頂蓋厚度為(wei) 2mm,外殼厚度為(wei) 0.3mm鋁材,需達到的焊接要求具體(ti) 為(wei) :熔深0.3~0.9mm ,熔寬1.4±0.5mm,餘(yu) 高≤0.2mm。根據客戶的需求,對材料和應用樣品進行分析後,整理出焊接方式如下圖所示:
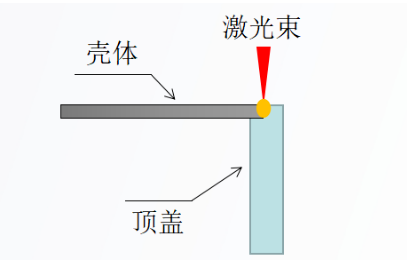
▲焊接示意圖
工程師在以往焊接經驗基礎上,對焊接配置進行多重驗證後,得出一套最優(you) 的焊接方案。焊接方案采用寶辰鑫專(zhuan) 為(wei) 行業(ye) 研發的高性能雙光束(環形光斑)激光器(DBW-2000/2000M),並選配合適的芯徑配比和焊接頭,係統使用寶辰鑫激光焊接係統,從(cong) 而可以得到良好的焊接質量。隨著激光技術的不斷突破和發展,激光焊接技術及工藝也將得到更大的提升,並在動力電池製造領域發揮更大的作用,推動動力電池產(chan) 業(ye) 的高質量發展。









 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們