激光焊接的適應性強,激光束穿過電磁場時不會發生偏移,並且可以穿過透明材料進行焊接,在真空中也可以進行焊接,其應用領域廣泛,主要應用於汽車、船舶、航天、電子等領域。起初激光焊接以自熔焊方式為主,其對焊接板材的對接精度要求較高,隨著技術的快速發展,出現了激光填絲焊、激光-電弧複合焊、雙激光複合焊等[1]。01
激光填絲焊工藝技術介紹
激光填絲(si) 焊是在焊縫中預先填入特定焊絲(si) 或在激光焊接過程中同步送入焊絲(si) 來形成焊接接頭的工藝方法,其焊接過程如圖1所示,在傳(chuan) 統激光焊接的基礎上搭配伺服送絲(si) 機構就可以實現激光填絲(si) 焊接。
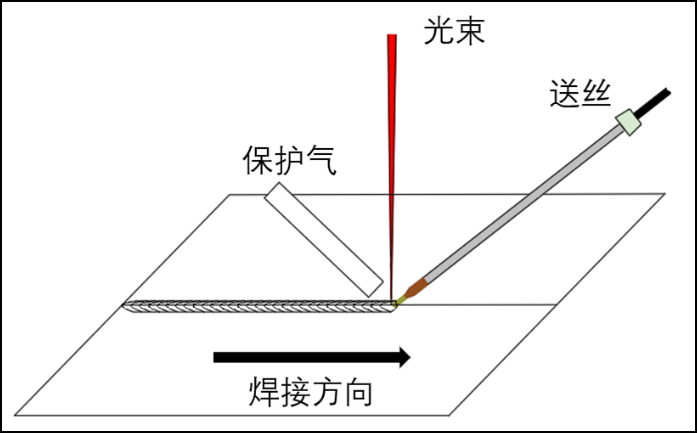
圖1 激光填絲(si) 焊過程示意圖
02
激光填絲焊工藝的特點
相較於(yu) 激光自熔焊,激光填絲(si) 焊具備降低裝配精度要求、冶金調整方便、較小功率實現厚板材料焊接等優(you) 點[2],具體(ti) 如下所述[3]:a)降低工件裝配的精度要求。為(wei) 避免激光泄露現象,激光焊接中需將焊接間隙控製在光斑直徑尺寸範圍內(nei) ,使加工成本大大增加。而且焊接間隙影響焊接過程的穩定性及接頭成形質量。通過填充焊絲(si) ,不僅(jin) 能減少激光的泄露,而且能降低工件加工與(yu) 裝配時的精度要求。b)可以方便對焊縫進行冶金調整。焊絲(si) 的加入可以補充熔池中燒損的合金元素,通過調整焊絲(si) 的成分,例如向焊絲(si) 中添加抗裂合金元素,即可對焊縫進行冶金調整,使接頭達到特定的性能。c)可利用較低功率的激光設備實現厚板的焊接。通過對厚板進行開坡口處理,采用多道激光填絲(si) 的方式實現厚板材料的連接,其熱輸入相對激光電弧複合焊接來說較少,有利於(yu) 減小工件變形。
03
銳科單模組RFL-C4000激光器激光填絲焊
銳科單模組4000W激光器具有更高的光電轉換效率,更好、更穩定的光束質量,更強大的抗高反能力,同時引入優(you) 化的第二代光纖傳(chuan) 輸係統,相對於(yu) 市場其他同類型激光器優(you) 勢明顯,圖2所示為(wei) 激光器外觀。本應用工藝案例采用銳科激光RFL-C4000(50μm)激光器針對壓力容器用3mm、5mm不鏽鋼板開展激光填絲(si) 焊工藝優(you) 化試驗。

圖2 4000W單模組連續光纖激光器
采用φ1mm的ER-308L焊絲(si) 進行填絲(si) 焊接,焊接速度為(wei) 0.9~1.2m/min,焊接熱輸入少,與(yu) 激光電弧複合焊接相比,其晶間腐蝕檢測均合格,具體(ti) 圖3和圖4所示。
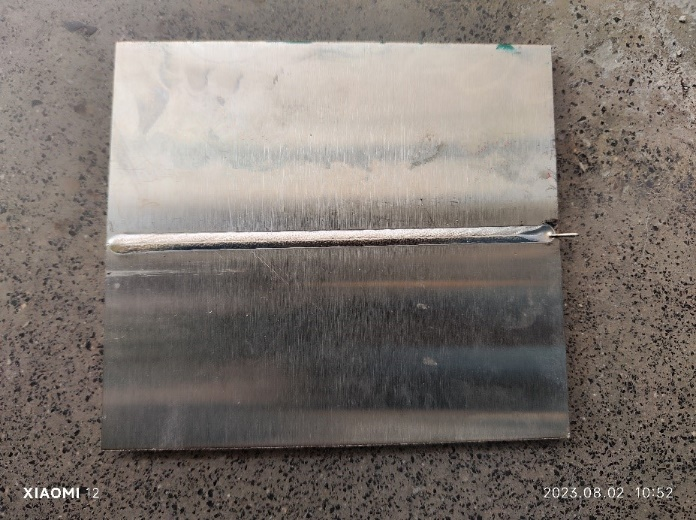
圖3 焊縫成形外觀3mm板(上);5mm板(下)
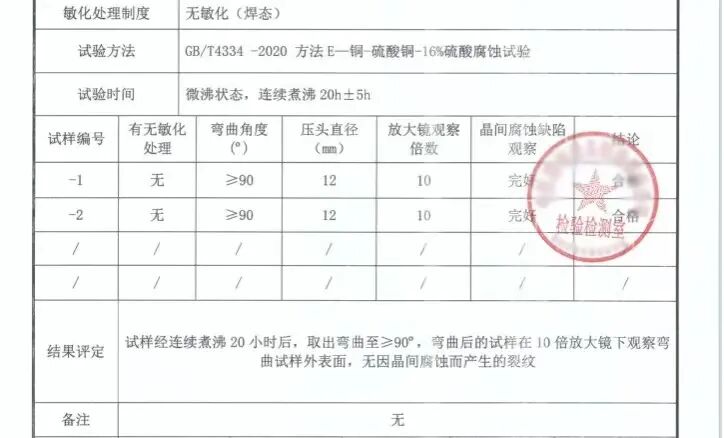
圖4激光電弧複合焊接不鏽鋼晶間腐蝕結果(上);激光填絲(si) 焊晶間腐蝕結果(下)
此案例選用常規單模組連續光纖激光器搭配擺動焊接頭即可簡單的實現激光填絲(si) 焊,低成本實現高效能。同時,對於(yu) 加工效能追求更高的企業(ye) ,可選用銳科激光C4000M高端係列,總線控製及光閘可選,實現一機多工位加工,現場調試更便捷,激光器利用率更優(you) !
04
結束語
本文案例主要描述了銳科單模組RFL-C4000激光器在對應材料和接頭方式下的激光填絲(si) 焊工藝參數及焊接效果,在一定程度上為(wei) 激光填絲(si) 焊工藝方案的選擇和設計提供了一些實例參考。另外,在激光填絲(si) 焊過程中,由於(yu) 焊絲(si) 是在吸收激光熱量後被動熔融以實現對焊縫熔池的填充,因此對於(yu) 焊絲(si) 的吸熱熔化過程、熔池中的對流過程以及冷卻凝固後的焊縫成形質量勢必會(hui) 受到焊絲(si) 與(yu) 光束落點的相對位置的影響,因而在焊前需要依據相應的工藝規範對光絲(si) 位置進行觀測確認。
[1]張如意.Q460高強鋼萬(wan) 瓦激光填絲(si) 焊工藝參數研究[D].寧夏大學,2022.[2]崔紫微.銅/不鏽鋼激光填絲(si) 焊接接頭組織與(yu) 力學性能研究[D].吉林大學,2021.[3]吳世彪.SUS301L奧氏體(ti) 不鏽鋼激光填絲(si) 焊工藝與(yu) 接頭性能研究[D].吉林大學,2019.






 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們