




“三電係統”(電池、電機、電控)是新能源汽車的核心,是影響整車運動性能的重要組件,也是衡量一款車是否具有硬核實力的標準。隨著新能源汽車銷量的高速增長,新能源汽車三電技術發展可見一斑。在此過程中,激光設備憑借安全性高、 自動化水平高、精度高等優(you) 勢迅速釋放了更多市場需求。
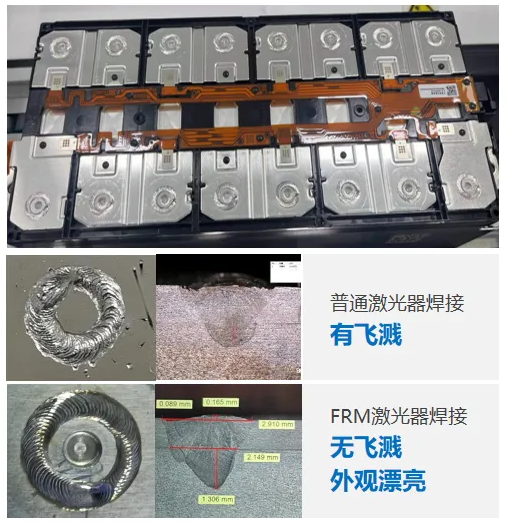
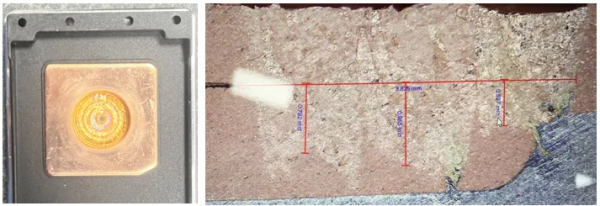
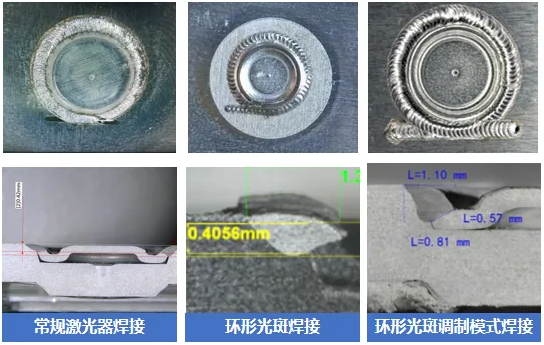
與(yu) 單光斑激光焊接相比,光惠激光FRM環形光斑係列激光器,可以在焊接過程中做到:焊接幾乎無飛濺、無爆點、針孔、凹坑,表麵均勻一致,大大提升生產(chan) 良品率。 01、方形電池激光焊接——Busbar焊接 Busbar焊接應用主要是對鋁合金材料的疊焊,光惠激光FRM可調光束激光器係列產(chan) 品在焊接過程可輕鬆實現焊接速度≥100mm/s,焊接過程無飛濺,焊縫表麵成型較好。從(cong) 橫截麵可以看出,焊縫處無氣孔,均勻一致,焊縫連接寬度可達2.3mm,巴片與(yu) 極柱的焊接接頭剪切力>1kN。 Busbar焊接 02、方形電池激光焊接——極柱焊接 電池極柱即電池的正負極,一般正極采用鋁,負極采用銅。焊接時,在滿足設計要求的拉力和導電性能的情況下,光惠FRM可調光束光纖激光器可以實現:電極柱的鋁-鋁結構焊接、銅-銅結構焊接的更高穩定性,更少飛濺,進而提升焊接良率。 03、圓柱電池激光焊接——封口焊接 封口焊接的主要材料為(wei) 頂蓋片或電芯殼(鋁Al3003),光惠激光FRM產(chan) 品在封口焊接過程中,焊接速度≥200m/s,熔深>1.0mm,且極柱和塑膠件無燒熔,焊接連接處無虛焊、無焊渣、無爆孔,焊縫內(nei) 部無氣孔、無裂紋。 電芯封口焊接(側(ce) 焊) 04、圓柱電池激光焊接——密封釘焊接 密封釘焊接又叫注液口焊接,當電解液注入電池後,需塞上膠塞馬上進行激光焊接密封,進而將整個(ge) 卷芯與(yu) 外部環境隔離,整個(ge) 卷芯形成一個(ge) 密閉的電化學係統。FRM係列產(chan) 品可以使焊接速度≥60mm/s,焊接過程無飛濺,焊縫成型美觀均勻無爆孔,產(chan) 線一次良率大大提升。 密封釘焊接 05、扁線電機焊接 銅,作為(wei) 電驅電機係統主要材料,其對吸收率、導熱係數等材料本身因素,導致加工過程中容易產(chan) 生大量飛濺和氣孔。光惠激光FRM產(chan) 品能有效修正匙孔形狀,維持匙孔穩定,提高扁銅線的焊接質量和焊接效率。 GW光惠激光在新能源電池焊接領域的引領地位不僅(jin) 體(ti) 現在卓越的產(chan) 品性能上,更體(ti) 現在對客戶的關(guan) 注與(yu) 服務上。我們(men) 將始終堅持“以用戶為(wei) 中心”,通過不懈的技術創新與(yu) 優(you) 質服務,與(yu) 全球用戶緊密合作,為(wei) 客戶提供高性能、高效率的激光解決(jue) 方案,為(wei) 行業(ye) 注入新的技術方向,激發無限可能。







轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們