




隨著國家對節能環保的重視程度和相關(guan) 行業(ye) 對生產(chan) 效率的要求進一步提高,製造產(chan) 業(ye) 轉型升級正不斷推進,激光電弧複合焊接這一新技術因其具備效率更高、質量更好、成本更低、應用場景更為(wei) 豐(feng) 富等特點,必將逐步取代傳(chuan) 統焊接方式。目前業(ye) 內(nei) 一般較容易實現12mm及以下厚度對接焊的單麵焊雙麵成型,而銳科實現技術突破,可高效達成20mm厚碳鋼單麵焊雙麵成型。本文呈現了銳科RFL-C20000連續激光器在激光電弧複合焊接工藝方麵的應用案例,以期為(wei) 客戶在實際工藝應用方麵提供參考。
激光電弧複合焊接的優(you) 勢及應用場景
激光電弧複合焊接是結合了激光焊和電弧焊兩(liang) 種工藝方式的新型焊接方法,兩(liang) 種熱源同時作用於(yu) 板材,激光可以提高電弧的穩定性,電弧可以吸引光致等離子體(ti) 促進材料對激光的吸收,集結了激光焊接與(yu) 電弧焊接的優(you) 點,尤其適用於(yu) 厚板的焊接,能發揮出1+1>2的效果。與(yu) 單電弧和單激光焊接對比,激光電弧複合焊接優(you) 勢明顯,主要體(ti) 現在以下幾個(ge) 方麵:
焊接效率更高:傳統弧焊的速度多被限製於0.6m/min左右,且單層熔深一般在3mm;激光電弧複合焊接速度可達1.8m/min,目前實驗室條件可以做到20mm板材單麵焊雙麵成型,板材越厚,效率優勢越明顯。 焊接質量更好:相對於電弧焊,複合焊熱影響區更小,可減少材料的變形,也相對更為智能化,焊接質量可控;相比於單激光焊接,複合焊橋接能力更好,對間隙容忍度較高。 運營成本更低:激光電弧複合焊接具有更高的熔深,可減少焊材消耗;相對弧焊,前期設備投入相對較高,但後期人力成本、運營成本可大幅下降。 材料適應性更強:複合焊可焊接多種材料,均能獲得相對良好的焊縫接頭。
也因激光電弧複合焊具備的這些優(you) 勢,它可適用於(yu) 多行業(ye) 焊接應用場景:(1)船舶製造:甲板,艙壁等大型結構件焊接;(2)工程機械及橋梁:鋼構、箱梁等結構件的焊接,主要多為(wei) T接,角接,以及U肋結構;(3)汽車行業(ye) :車身、底板等焊接,材料多為(wei) 鋁合金;(4)軌道交通:車身,轉向架等焊接;(5)油氣管道:管道、儲(chu) 罐等焊接。
技術領先,銳科20kW激光器高效達成20mm厚碳鋼單麵焊雙麵成型!

圖1 RFL-C20000
本文案例采用銳科高功率RFL-C20000連續激光器進行複合焊接,它具備光電轉換效率高、光束質量高、可靠性好、壽命長、免維護等特點,良好的性能為(wei) 焊接的穩定性提供了有力保證,其主要性能參數見表1。

激光電弧複合焊接工藝技術相對複雜,工藝參數眾(zhong) 多。一般而言,采用複合焊接的方式焊接板材,焊接的板材越厚,對激光器、弧焊以及整個(ge) 係統的穩定性等要求越高。目前業(ye) 內(nei) 一般較容易實現12mm及以下厚度對接焊的單麵焊雙麵成型,而銳科激光不斷迭代高性能、高功率激光器,同時結合自身成熟的工藝經驗,已能高效完成20mm厚度的碳鋼單麵焊雙麵成型。
本案例采用的複合焊接係統配置的激光器為(wei) 銳科高功率RFL-C20000激光器,實驗材料為(wei) 碳鋼,牌號為(wei) Q235,厚度20mm,板材長度為(wei) 200mm,焊接方式為(wei) 對接,要求為(wei) 單麵焊雙麵成型。


正麵(上)背麵(下)
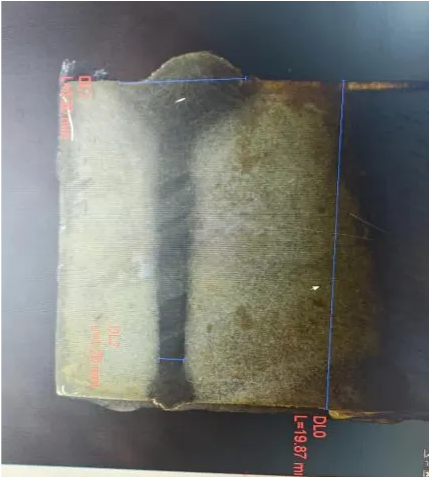
金相
焊接激光功率為(wei) 19000W,焊接速度可達1.8m/min,僅(jin) 7s內(nei) 即可完成200mm長、20mm厚度的碳鋼板材的高速複合焊接,由上圖可看出,焊接焊縫效果美觀,一致性好,充分發揮了激光器高深寬比、高穩定性的特點,可高效達成客戶要求。
結語
本文案例主要描述了武漢銳科高功率連續激光器在激光電弧複合焊接方麵的探索性的研究和應用,期望能夠為(wei) 行業(ye) 應用的發展提供參考。未來,銳科激光將緊跟各行業(ye) 發展需求,並積極聯合產(chan) 業(ye) 鏈上下遊相關(guan) 的企業(ye) ,更為(wei) 深入地探索在激光電弧複合焊接方麵的工藝應用,助力相關(guan) 行業(ye) 和應用高質量發展。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們