




在傳(chuan) 統的焊接生產(chan) 工序中,焊接可能出現虛焊、焊穿、偏位、飛濺、炸火等諸多缺陷,但隻能依靠人工檢測、視覺檢測、強度破壞性測試來判斷產(chan) 品是否合格。
這些檢測方式不全麵,結果滯後,破壞產(chan) 品,良率低,生產(chan) 效率低,成本高。而JPT WPD焊接過程監測係統能夠實時監測焊接缺陷,確保焊接質量的同時提升生產(chan) 效率,降低維護成本,為(wei) 各製造業(ye) 帶來顯著效益。

JPT WPD焊中過程監測係統
產(chan) 品優(you) 勢
自主研發,高性價(jia) 比
完全自主設計,確保產(chan) 品成本效益最優(you) ,滿足市場高需求;
靈活定製,快速響應
提供個(ge) 性化定製服務,快速響應客戶需求,加速產(chan) 品上市;
精準焊接監控
係統內(nei) 嵌焊接工藝效果數據庫,焊接過程熔池監測更精確;
兼容多樣焊接頭
支持激光準直聚焦/振鏡焊接頭,增強係統兼容性與(yu) 靈活性;
兼容性強,通信多樣
集成10、EtherCat等多種通信協議,無縫對接各類控製係統。
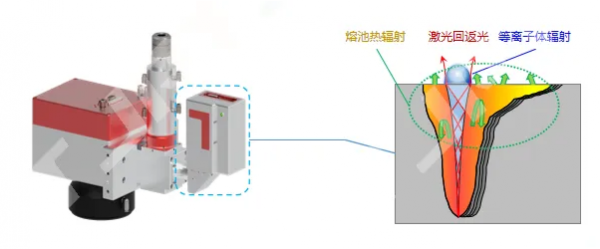
原理簡介
由於(yu) 激光焊接過程中伴隨著光輻射現象,包括等離子體(ti) 輻射、熔池熱輻射、激光回返光。這些輻射光信號能反映焊接狀態以及焊接過程中有無缺陷產(chan) 生。
我們(men) 利用光電傳(chuan) 感器將焊接過程中產(chan) 生的光輻射轉換成電信號,通過一定數量的數據采集,形成可靠的數據包絡線,並在此基礎上通過分析後續焊接過程的各個(ge) 電信號參數變化,得出工件焊接質量的好壞,從(cong) 而達到缺陷監測與(yu) 質量監控的目的。
應用案例——電池連接片焊接
WPD焊接過程監測係統適用於(yu) 大功率激光、小功率激光、脈衝(chong) 激光、連續激光等焊接場景,也適用於(yu) 3C電池、動力電池、電力電子等諸多行業(ye) 。我們(men) 采用電池連接片的焊接,進行功能測試,分析各種焊接缺陷。
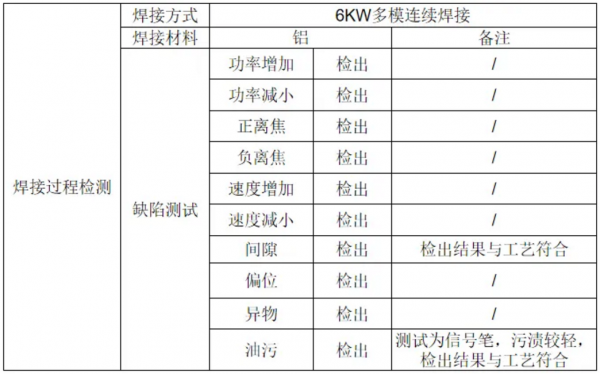
根據應用測試,WPD焊中監測模塊能夠有效地監測出焊接功率增加和減小、正離焦和負離焦、焊接速度增加和減小、焊接間隙、焊接偏位、焊接層異物和油汙等問題。
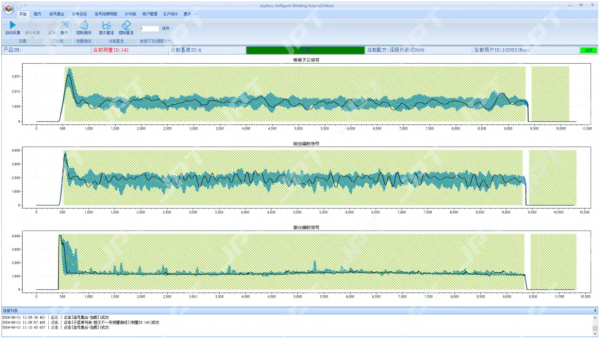
正常良品焊接采集曲線
功率增加或減小,會(hui) 導致熔池輻射信號和等離子雲(yun) 信號上升或下降,判定為(wei) 不合格產(chan) 品。
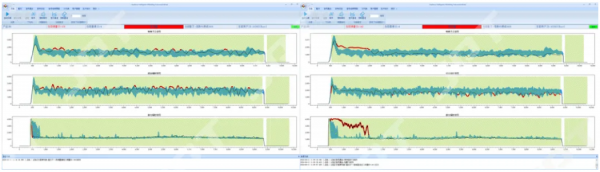
正負離焦,光斑變大,熔池表麵積擴大,熔池輻射信號和等離子雲(yun) 信號增強,判定為(wei) 不合格產(chan) 品。

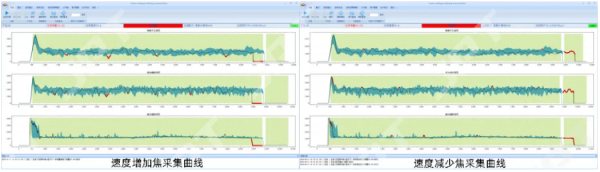
速度增加或減小,焊接時間減小或增加,會(hui) 導致焊接輻射信號變短或變長,判定為(wei) 不合格產(chan) 品。
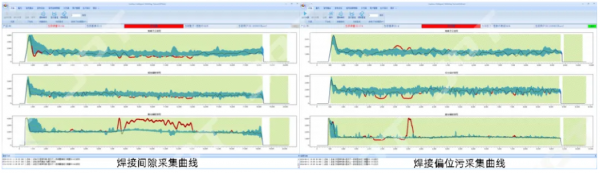
焊接中間存在間隙,由於(yu) 空氣的導熱比金屬差,阻礙了上層金屬向下層金屬導熱,熔融金屬向間隙流動,導致離子雲(yun) 信號和熔池輻射信號下降,激光反射信號增強,判定為(wei) 不合格產(chan) 品;焊接偏位,激光反射信號、熔池輻射信號和等離子雲(yun) 信號均異常,判定為(wei) 不合格產(chan) 品。
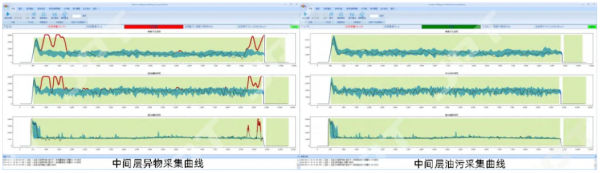
焊件中間層存在異物,異物阻隔了上層材料向下層金屬傳(chuan) 到熱,使上層金屬的熔池擴大,因此等離子雲(yun) 信號和熔池輻射信號增強,判定為(wei) 不合格產(chan) 品;焊接件中間層油汙,對厚板焊接影響小,熔深熔寬均在規格範圍內(nei) ,其輻射信號均正常,判定為(wei) 合格產(chan) 品。
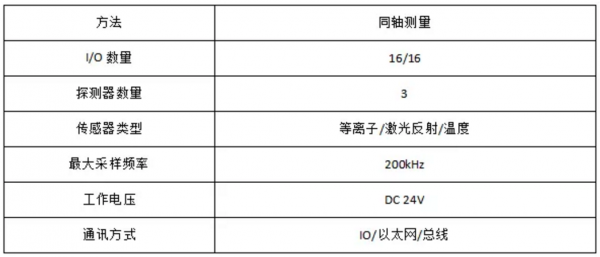
WPD焊接過程監測係統規格
激光焊接不同於(yu) 其他激光加工工藝,其過程較為(wei) 複雜,焊接質量難以控製,受多種變量影響。根據焊接時序,焊接過程可分為(wei) 焊前、焊中和焊後。JPT WPD焊接過程檢測係統能夠實時監控焊接,確保焊接過程可控,焊接質量可靠,讓焊接無憂。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們