




OLED顯示屏的需求日益增長,這使得製造商承受著巨大壓力,他們(men) 需要在增加產(chan) 量的同時提高工藝利用率並最大限度提升產(chan) 出率。但是,OLED 顯示屏的分層結構非常複雜,需要在製造過程中實現極高精度,因此實現這些目標頗具挑戰性。與(yu) 此同時,在元件上進行切割和分離這兩(liang) 大工藝幾乎是在價(jia) 值較高的接近成品上實施,加工效果非常重要。超短脈衝(chong) 激光器已經被驗證是實現此類應用的最佳工具,而最近的成果顯示,高脈衝(chong) 重複頻率的超短脈衝(chong) 激光器則能進一步提高加工的產(chan) 能和質量。本文將詳細介紹超短脈衝(chong) 激光切割以及對 OLED 材料進行高重複頻率切割的最新成果。
OLED 顯示屏由相對較薄而複雜的異構材料堆疊而成,其中大部分材料熱敏性較高,且全部沉積於(yu) 聚合物基板上。具體(ti) 而言,OLED 包含一層矽基薄膜晶體(ti) 管 (TFT)、多層活性有機材料、一層透明銦錫氧化物 (ITO) 導體(ti) 以及其他半導體(ti) 和聚合物材料(例如 PET 或聚酰亞(ya) 胺)。
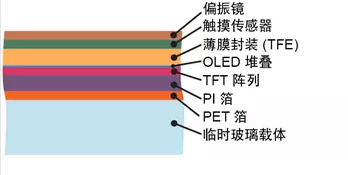
圖 1. 典型柔性 OLED 結構的簡化示意圖(未按比例尺繪製)。在加工期間的某個(ge) 時間點會(hui) 移除玻璃載體(ti) 。
對於(yu) 智能手機和智能手表,柔性 OLED 顯示屏已變得頗為(wei) 流行,與(yu) 傳(chuan) 統的剛性玻璃顯示屏加工方式相比,具有獨特的加工要求。尤其是當柔性 OLED 也在玻璃基板上生產(chan) 時,OLED 顯示屏會(hui) 在工藝流程某個(ge) 時間點從(cong) 臨(lin) 時玻璃載體(ti) 上移除。通常,可以使用一種準分子激光技術(稱為(wei) “激光剝離”)實現。
雖然OLED 顯示屏從(cong) 載體(ti) 上分離的時間和工序步驟因製造商而異,但所有柔性 OLED 都必須精確剪裁成最終形狀。而剪裁工作通常在向成品顯示器電路添加完其它功能層(偏振鏡、觸摸傳(chuan) 感器)之後進行。這種最終形狀越來越多地包括圓角切割和輪廓成形,甚至是挖剪。
一般來說,這些要求意味著切口寬度僅(jin) 為(wei) 25 µm,整個(ge) 加工影響區不超過幾十微米。傳(chuan) 統機械切割完全不能滿足這個(ge) 高精準的加工要求。此外,從(cong) 實用角度而言,隻有能提供24/7工業(ye) 生產(chan) 可靠性、高產(chan) 量和良率超過 99.9% 的切割方法才具有經濟效益。激光切割是唯一能夠滿足柔性 OLED所有加工需求的工藝。
為(wei) 了實施激光切割,激光束通常會(hui) 通過一對掃描振鏡的鏡片,通過其聚焦在OLED表麵形成一個(ge) 直徑為(wei) 10~20µm的圓斑。由於(yu) 掃描透鏡的範圍相對有限(通常隻有幾百毫米),而如果采用電機驅動的 XY平台結合激光束掃描操作,則可提供更大的運動範圍。另一種可選方式采用了XY平台和固定鏡,樣品在固定激光束的下方移動。
超短脈衝(chong) 激光器的紅外、綠光和紫外被廣泛應用於(yu) 商業(ye) 領域。就OLED而言,幾乎使用的所有材料(半導體(ti) 和聚合物)在紫外光譜範圍內(nei) 都有良好吸收性,因此采用紫外尤其有利。對紫外光的極強吸收性限製了光線在材料內(nei) 的穿透深度,因此可以在加工時進行精細的控製並進一步減小熱影響區域。此外,幾乎針對所有材料,工藝質量(具體(ti) 而言,是指切口寬度)通常會(hui) 隨波長的降低而提高(參見圖2),因此超短脈衝(chong) 紫外光激光器成為(wei) 此應用領域的理想選擇。

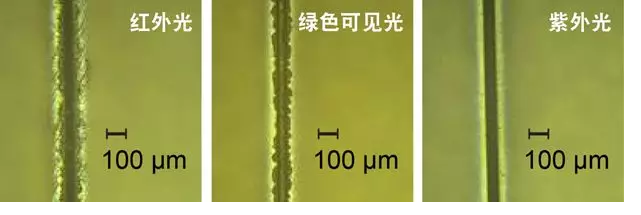
圖 2. 使用相幹公司的 HyperRapidNX 激光器(分別輸出紅外光、綠色可見光和紫外光)在玻璃上刻劃的220 µm 厚的模擬顯示層。上圖可證明降低波長對改善切割質量的影響。
除了這些因素之外,激光器還必須能夠產(chan) 生高質量的高斯光束,光束在工件上聚焦成一個(ge) 大小為(wei) 10 – 20 µm 的點,用於(yu) 進行幹淨利落的切割。而且,此光束最好高度對稱,確保在切割方向改變時切口和熱影響區域保持不變。
圖3 所示為(wei) 相幹公司的HyperRapid NX 激光器,在工作波長為(wei) 355 nm 時,放射出的光束在聚焦成15 µm 的光束腰時可在超過500 µm 的聚焦深度上保持大於(yu) 90% 的對稱度。無論顯示屏實際形狀多麽(me) 複雜,激光器都可以確保切透典型厚度(在200 – 400 µm 範圍內(nei) )OLED堆疊的最佳切割質量。最後,該激光器必須具備工業(ye) 級穩定性和可靠性,以便在24/7工業(ye) 生產(chan) 中保持預期的產(chan) 出率。
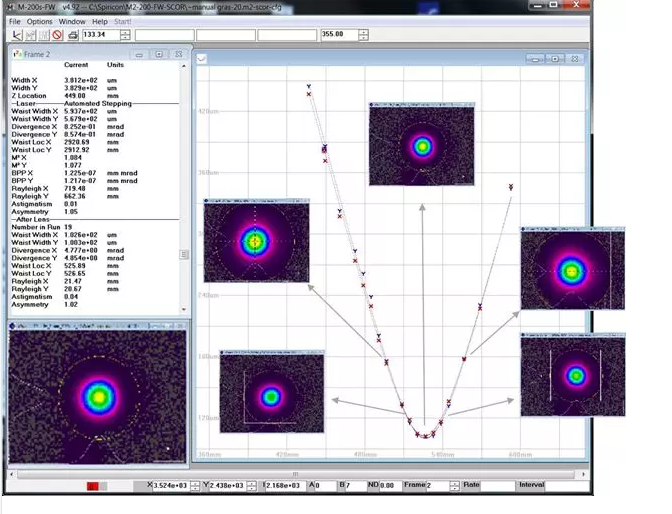
圖 3. 相幹公司的 HyperRapid NX 激光器在工作波長為(wei) 355 nm 時,放射出的光束在聚焦成 15 µm 的光束腰時可在超過500 µm 的聚焦深度上保持大於(yu) 90% 的對稱度。
30W 皮秒紫外激光器除了從(cong) 功能上符合上述所有要求,每功率的單位成本也極具競爭(zheng) 優(you) 勢,因此成為(wei) 了OLED切割工藝的標準應用解決(jue) 方案。這類商用產(chan) 品在30W 紫外輸出時可實現最高 400 kHz 的重複頻率。最近市場上推出了具有更高重複頻率的激光器,於(yu) 是相幹公司的應用工程師調查了是否能夠利用這些更高的重複頻率來進一步優(you) 化或改進工藝。
具體(ti) 而言,相幹公司的團隊實施了一項周密的應用研究,以確定在切割 OLED 顯示屏時的最佳加工條件。有趣的是,這項研究顯示,目前在生產(chan) 中使用的高能工藝隻是次優(you) 方案。更具體(ti) 地說,這些結果顯示,將平均功率保持在 30W 這一業(ye) 界標準水平時,更高的重複頻率可以同時提高產(chan) 量和質量。
要理解為(wei) 何能夠做到這一點,研究在微加工工藝中燒蝕率與(yu) 峰值脈衝(chong) 通量之間的典型關(guan) 係是非常有用的 [1]。這種關(guan) 係的通用曲線如圖 4 所示(未注明具體(ti) 單位)。實驗證明,這類關(guan) 係適用於(yu) 敏感材料(例如 OLED)和“難加工”材料(包括玻璃和陶瓷)的切割。發生改變的隻有燒蝕率和通量的實際數值(峰值脈衝(chong) 通量較低時,脆性材料燒蝕率最佳)。
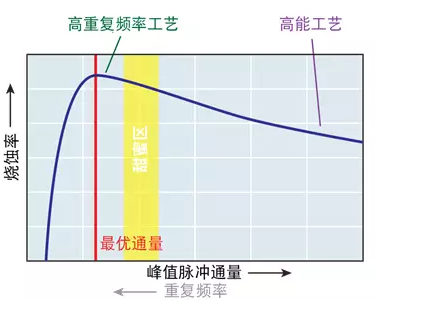
圖 4. 微機械加工工藝中燒蝕率與(yu) 峰值脈衝(chong) 通量
之間的依賴關(guan) 係。
峰值脈衝(chong) 通量是脈衝(chong) 能量、焦點大小和脈衝(chong) 寬度的函數。但假設激光器及其光學係統的聚焦光束特性不變,則峰值通量主要是脈衝(chong) 能量的函數。如果激光器的平均功率保持恒定,則峰值脈衝(chong) 通量與(yu) 重複頻率成反比(因為(wei) 平均功率 = 脈衝(chong) 能量 x 重複頻率)。本圖 x 軸也可以表示“重複頻率”,其數值從(cong) 左向右遞減,這直接對應於(yu) 不斷增加的脈衝(chong) 能量/峰值脈衝(chong) 通量(所有其他因素保持不變)。
這一典型曲線呈鍾形,峰值燒蝕率在最佳通量(通常相當於(yu) 材料開始燒蝕所需通量5-10 倍)下實現。當超過最佳通量時,盡管用於(yu) 加工材料的能量更高,但工藝效率會(hui) 下降,浪費的能量會(hui) 作為(wei) 熱量傳(chuan) 遞到材料中,從(cong) 而降低切割質量。遺憾的是,這種並非最佳的方案在當今各家工廠的 OLED 生產(chan) 工藝中頗具代表性。在超過最佳水平的通量下加工隻會(hui) 降低產(chan) 量,而不會(hui) 改善任何其他參數。
實際上,通常最好的做法是在圖中位於(yu) 峰值燒蝕點右側(ce) 的“甜蜜區”中進行加工。這是因為(wei) 圖中的這一部分相對平緩,故而在此點產(chan) 生的偏差也較小(由於(yu) 材料質量和光束傳(chuan) 輸存在的細微差異、機器之間的差異或環境因素,此類偏差不可避免);不要在曲線上較為(wei) 陡峭的部分進行加工,因為(wei) 這會(hui) 導致結果受到嚴(yan) 重影響。
用於(yu) 印證這些假說並量化結果的測試在兩(liang) 組不同的樣品材料上實施,兩(liang) 者分別代表了目前的顯示屏技術。第一組材料是總厚度為(wei) 400 µm 的基板,其組成為(wei) PET | OCA 粘合劑 | 偏振器 | OCA 粘合劑 | PET。第二組材料是總厚度為(wei) 230 µm 的三明治結構,其組成為(wei) PET | OCA 粘合劑 | PI | PET。兩(liang) 種情況下,顯示屏結構中熱敏性最高的層均以斜體(ti) 表示。
從(cong) 下麵的總體(ti) 效果圖來看,顯然,更高的重複頻率能夠大幅提高切割質量,其中一個(ge) 值得注意的原因就是熱影響區域 (HAZ) 較淺。
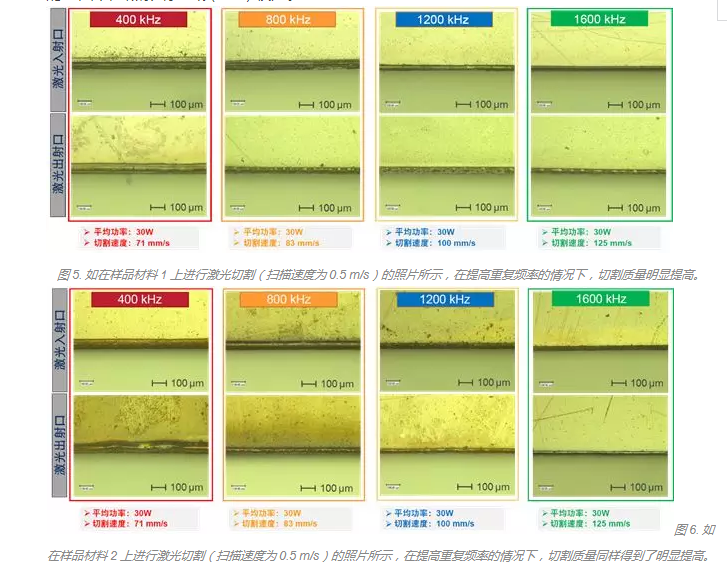
圖 6. 如在樣品材料 2 上進行激光切割(掃描速度為(wei) 0.5 m/s)的照片所示,在提高重複頻率的情況下,切割質量同樣得到了明顯提高。
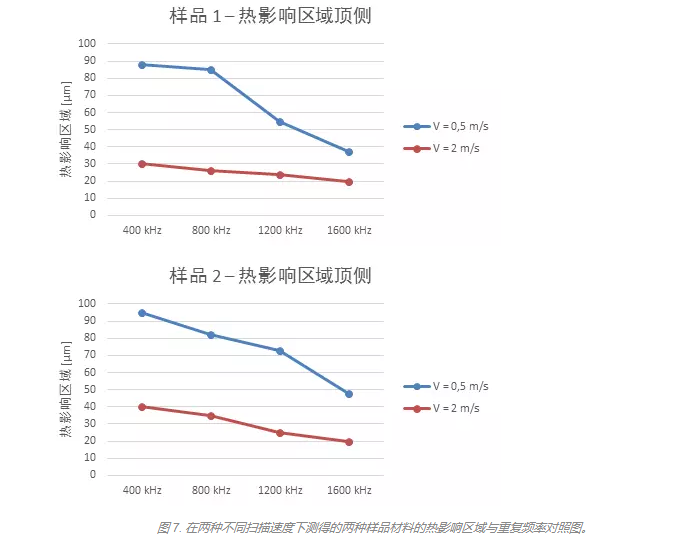
下一組圖表對這些結果進行了量化。圖中顯示了兩(liang) 種掃描速度的結果:較低的掃描速度為(wei) 0.5 m/s,代表的是采用轉換平台在固定光束輸出下移動樣品的設置;較高的掃描速度為(wei) 2 m/s,代表的是使用商用掃描振鏡輸出的光束。具體(ti) 而言,前兩(liang) 張圖表顯示,對於(yu) 測試的兩(liang) 種材料,熱影響區域隨著重複頻率的提高而穩步減小,其中使用兩(liang) 種掃描速度的較低者 (0.5 m/s) 時的改善最大。在上述操作條件下,樣品 1 的熱影響區域減小係數接近於(yu) 2.5。
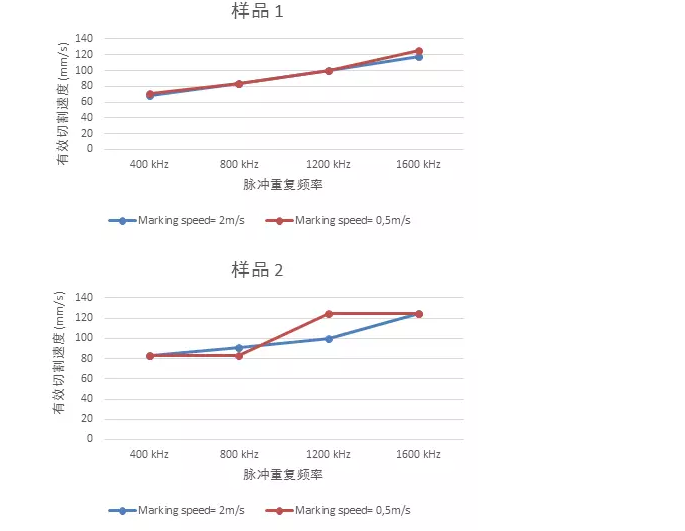
下兩(liang) 張圖表顯示,切割質量的改善還與(yu) 有效切割速度的提高相對應。對於(yu) 第二種樣品(PET | OCA 粘合劑 | PI | PET),在相同的 30W 輸出功率下,僅(jin) 通過提高重複頻率而實現的改善係數為(wei) 2。
本測試中質量和速度改善情況的精確數值與(yu) 所使用的特定材料和測試條件有關(guan) 。但是,鑒於(yu) 先前所述的激光通量與(yu) 燒蝕率之間的關(guan) 係具有廣泛的適用性,我們(men) 有理由假設它們(men) 適用於(yu) 幾乎所有集成方案,而無論是否采用移動平台或使用何種掃描振鏡速度。另外,對於(yu) 通廣泛采用的 30W 紫外光超短脈衝(chong) 激光器加工脆性材料的大多數現有應用,也可以利用同樣的方法實現改進。
相幹公司最新的 HyperRapid NX 可在最高 1600 kHz 的重複頻率下提供 30W 的紫外光平均功率,並且具有與(yu) 其前代產(chan) 品相同、在市場上領先的光束質量,而前代產(chan) 品正是藉此成為(wei) OLED 切割應用領域的標杆。這款新的高功率皮秒級激光器將構建在與(yu) 現行標準模型完全相同的平台上,使之可以輕易替換標準激光器。
正在建設新的 OLED 顯示屏生產(chan) 線的廠商,可選擇在當前行業(ye) 標準運營的同時從(cong) 產(chan) 量的提高中獲益。產(chan) 量提升空間的幅度取決(jue) 於(yu) 整條生產(chan) 線的設計。根據本文介紹的結果,激光切割工藝步驟有可能實現兩(liang) 倍的速度增幅。但無論細節如何,考慮到普通工廠月產(chan) 量超過 15,000 塊麵板,單位部件成本的節約蘊含著巨大潛力。
對於(yu) 目前擁有生產(chan) 線的廠商而言,這種改進的OLED 切割工藝能快速將質量提升數倍(同時保持現有的生產(chan) 速度)。同樣,實際的質量改善潛力取決(jue) 於(yu) OLED 堆疊結構和工具設計。顯然這有助於(yu) 實現下一代屏幕,消費者期望消除顯示屏邊框從(cong) 而提高產(chan) 品質量。

HyperRapid NX是相幹公司新一代的超短脈衝(chong) 激光器,提供的性能和可靠性能夠滿足注重成本的高產(chan) 量工業(ye) 製造應用的需求。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們