





激光材料加工、信息與(yu) 通信、醫療保健與(yu) 生命科學以及國防是世界範圍內(nei) 激光技術的四個(ge) 最主要的應用領域,其中激光材料加工所占比例最大,同時也是發展最快、對一個(ge) 國家國民經濟影響最大的激光技術應用領域。激光材料加工技術在工業(ye) 領域應用的廣泛程度,已經成為(wei) 衡量一個(ge) 國家工業(ye) 水平高低的重要標誌。
激光材料加工用大功率激光器經曆了大功率CO2激光器、大功率固體(ti) YAG激光器後,目前正在朝著以半導體(ti) 激光器為(wei) 基礎的直接半導體(ti) 激光器和光纖激光器的方向發展。在材料加工應用中,以大功率半導體(ti) 激光器為(wei) 基礎的直接半導體(ti) 激光器和光纖激光器,不僅(jin) 具備以往其他激光器的優(you) 勢,而且還克服了其他激光器效率低、體(ti) 積大等缺點,將會(hui) 在材料加工領域帶來一場新的技術革命,就如同上世紀中葉晶體(ti) 管取代電子管、為(wei) 微電子技術帶來的革命一樣。因此,直接半導體(ti) 激光器和光纖激光器是未來材料加工用激光器的發展方向之一。
下麵將介紹近年來大功率半導體(ti) 激光器的發展現狀,以及目前提高半導體(ti) 激光器輸出功率和改善光束質量的方法和最新進展,同時介紹大功率半導體(ti) 激光器在材料加工中的應用現狀、分析展望大功率半導體(ti) 激光器的發展趨勢。
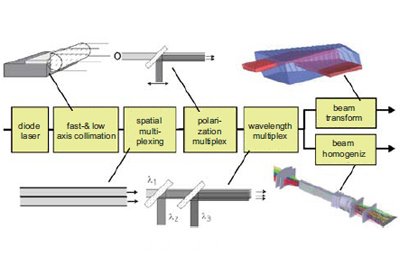
圖1:半導體(ti) 激光器多光束合成技術示意圖
工業(ye) 用大功率半導體(ti) 激光器發展現狀
高功率和高光束質量是材料加工用激光器的兩(liang) 個(ge) 基本要求。為(wei) 了提高大功率半導體(ti) 激光器的輸出功率,可以將十幾個(ge) 或幾十個(ge) 單管激光器芯片集成封裝、形成激光器巴條,將多個(ge) 巴條堆疊起來可形成激光器二維疊陣,激光器疊陣的光功率可以達到千瓦級甚至更高。但是隨著半導體(ti) 激光器條數的增加,其光束質量將會(hui) 下降。另外,半導體(ti) 激光器結構的特殊性決(jue) 定了其快、慢軸光束質量不一致:快軸的光束質量接近衍射極限,而慢軸的光束質量卻比較差,這使得半導體(ti) 激光器在工業(ye) 應用中受到了很大的限製。要實現高質量、寬範圍的激光加工,激光器必須同時滿足高功率和高光束質量。因此,現在發達國家均將研究開發新型高功率、高光束質量的大功率半導體(ti) 激光器作為(wei) 一個(ge) 重要研究方向,以滿足要求更高激光功率密度的激光材料加工應用的需求。
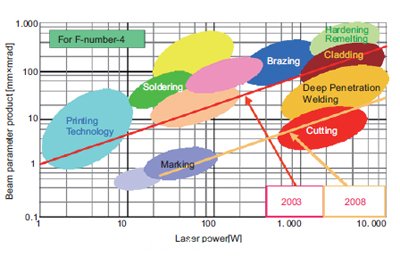
圖2:大功率半導體(ti) 激光器的光束質量與(yu) 輸出功率之間的關(guan) 係以及目前的應用領域。
大功率半導體(ti) 激光器的關(guan) 鍵技術包括半導體(ti) 激光芯片外延生長技術、半導體(ti) 激光芯片的封裝和光學準直、激光光束整形技術和激光器集成技術。
(1) 半導體(ti) 激光芯片外延生長技術
大功率半導體(ti) 激光器的發展與(yu) 其外延芯片結構的研究設計緊密相關(guan) 。近年來,美、德等國家在此方麵投入巨大,並取得了重大進展,處於(yu) 世界領先地位。首先,應變量子阱結構的采用,提高了大功率半導體(ti) 激光器的光電性能,降低了器件的閾值電流密度,並擴展了GaAs基材料係的發射波長覆蓋範圍。其次,采用無鋁有源區提高了激光芯片端麵光學災變損傷(shang) 光功率密度,從(cong) 而提高了器件的輸出功率,並增加了器件的使用壽命。再者,采用寬波導大光腔結構增加了光束近場模式的尺寸,減小了輸出光功率密度,從(cong) 而增加了輸出功率,並延長了器件壽命。目前,商品化的半導體(ti) 激光芯片的電光轉換效率已達到60%,實驗室中的電光轉換效率已超過70%,預計在不久的將來,半導體(ti) 激光器芯片的電光轉換效率能達到85%以上。
(2)半導體(ti) 激光芯片的封裝和光學準直
激光芯片的冷卻和封裝是製造大功率半導體(ti) 激光器的重要環節,由於(yu) 大功率半導體(ti) 激光器的輸出功率高、發光麵積小,其工作時產(chan) 生的熱量密度很高,這對芯片的封裝結構和工藝提出了更高要求。目前,國際上多采用銅熱沉、主動冷卻方式、硬釺焊技術來實現大功率半導體(ti) 激光器陣列的封裝,根據封裝結構的不同,又可分為(wei) 微通道熱沉封裝和傳(chuan) 導熱沉封裝。
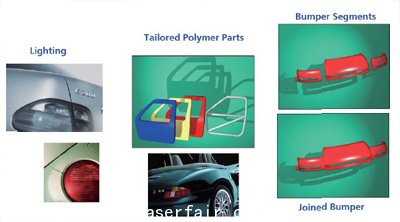
圖3:半導體(ti) 激光金屬焊接在汽車工業(ye) 中的應用。
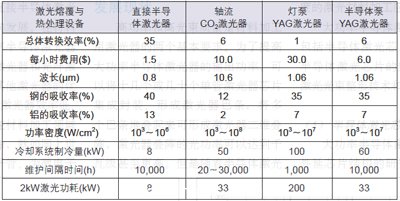
表1:不同激光熔覆方法的比較。
半導體(ti) 激光器的特殊結構導致其光束的快軸方向發散角非常大,接近40°,而慢軸方向的發散角隻有10°左右。為(wei) 了使激光長距離傳(chuan) 輸以便於(yu) 後續光學處理,需要對光束進行準直。由於(yu) 半導體(ti) 激光器發光單元尺寸較小,目前,國際上常用的準直方法是微透鏡準直。其中,快軸準直鏡通常為(wei) 數值孔徑較大的微柱非球麵鏡,慢軸準直鏡則是對應於(yu) 各個(ge) 發光單元的微柱透鏡。經過快慢軸準直後,快軸方向的發散角可以達到8mrad,慢軸方向的發散角可以達到30mrad。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀


















 關注我們
關注我們