




一般在激光打標中,激光光束的焦點要落在材料表麵才能獲得最佳的對比度。然而也有一些例外,如木材料的打標,將材料稍稍偏離焦點反而會(hui) 獲得更好的對比度。這是因為(wei) 發散的較大光斑降低了激光的功率密度,增加的材料表麵的加熱燃燒,而小光斑大功率密度會(hui) 將過多的能量浪費在汽化木材上,反而適得其反。然而我們(men) 也需要權衡這種做法的利弊,較大的失焦光斑會(hui) 使標識的清晰度降低,損失部分細節。
為(wei) 了驗證這一效果,我們(men) 在兩(liang) 塊木板上打上相同的圖像,一個(ge) 將激光完全對焦在木板上,另一個(ge) 則稍稍偏離焦點,看看兩(liang) 個(ge) 標識在對比度上有何不同。整個(ge) 打標係統由一個(ge) FH Flyer打標頭和一台48-2 (25 W)激光器組成,均由WinMark Pro激光打標軟件控製。打標頭上配有焦距為(wei) 200mm的透鏡,可提供290µm (0.011”)的光斑大小。
打標文件為(wei) 一個(ge) 導入的.eps矢量圖像——一輛消防車和TrueType®字體(ti) 的文本。我們(men) 在軟件中創建112.5 mm x 139.7 mm (4.43” x 5.5”)的邊界,功率設為(wei) 25 W,打標速度設為(wei) 254毫米每秒 (10 in/sec)

圖2 在光束焦點打出的圖像,細節精細清晰,但對比度較低
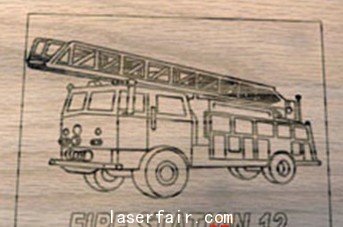
圖3 在失焦11 mm處打出的圖像,雖然細節有所損失,但對比度卻大大增加
上圖為(wei) 在焦點打出的圖像,下圖為(wei) 偏離焦點11 mm (0.43”)打出的圖像。偏離焦點後,對比度明顯增加了,線條也略微變粗。兩(liang) 者的打標時間相同,均為(wei) 28.89秒,在本情況中,稍稍偏離焦點所打出的標識可使圖像更為(wei) 逼真,躍然於(yu) 木板之上。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們