




1 引言
本文作者利用黃石市科威自控有限公司的嵌入式plc芯片組,設計出了kp3-05m06r型運動控製器。該控製器集plc、can總線、rs485/232等功能於(yu) 一體(ti) ,與(yu) 步進驅動器或伺服驅動器配套使用,具有對步進電機或伺服電機進行點動、定位、脈衝(chong) 正反插補、脈衝(chong) 分頻等功能。多個(ge) 運動控製器通過can通信接口互連,其中一台運動控製器作為(wei) 主站,其餘(yu) 運動控製器均作從(cong) 站。該係統可接人機界麵,實現工藝集中顯示、控製和管理,如配備web服務器還可實現控製係統的遠程監控和診斷。
2 運動控製器的功能
自2005年至今,kp3-05m06r型運動控製器在紡織、印染行業(ye) 現場應用了數千台。實踐證明該款控製器不但性能優(you) 越,而且使用和維護非常簡便。其中主要參數如下:
輸入:5路光耦+1路最高100khz脈衝(chong) 信號。
輸出:6路繼電器+5路晶體(ti) 管+1路0~10vdc +1路級連脈衝(chong) +1路分頻脈衝(chong) 。
通信功能:
can接口,波特率160kbit/s,可實現多個(ge) 運動控製器互連;
串口0,可完成梯形圖下載、監控、接字符屏或人機界麵;
串口1,支持三菱fx2n計算機鏈接方式格式1的部分主從(cong) 協議,按此協議可實現本運動控
製器與(yu) fx2n係列plc、操作終端或其他設備互連,完成信息交換、參數設置、異地操作等功能。
控製功能:
脈衝(chong) 分頻,頻率=輸入脈衝(chong) 頻率/k,其中4.000≤k<∞,小數點後有效數字為(wei) 3位;
脈衝(chong) 點動,自動定位,直線插補;
編程語言:
梯型圖語言,與(yu) 三菱fx2n指令兼容。
3 硬件設計方案
3.1 主控製器及外圍電路框圖
主控製器及外圍電路框圖如圖1所示。
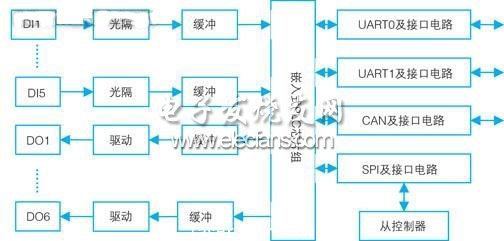
圖1 主控製器及外圍電路框圖
3.2 從(cong) 控製器及外圍電路框圖
從(cong) 控製器及外圍電路框圖如圖2所示。
圖2 從(cong) 控製器及外圍電路框圖
4 軟件設計方案
4.1 主控製器軟件設計
主控製器采用嵌入式plc芯片組,完成開關(guan) 量輸入輸出、uart0、uart1、can、rs485/232互連和通信功能。基本軟件框架由以下七個(ge) 子程序組成。
init-config:端口初始化程序,完成輸入輸出端口配置,中間變量初始化,啟動spi。
init-start:上電初始化程序,複位所有輸出口。
init-set:設置初始化程序,複位所有輸出口。
init-run:運行初始化程序。
step:指令周期掃描程序
tms:2.5ms周期掃描程序,采樣輸入口狀態、刷新輸出口狀態、spi通信報文的發送和接收。
scan:演算周期掃描程序,輸入口狀態濾波,spi通信報文的解讀。
4.2 從(cong) 控製器軟件設計
從(cong) 控製器采用c8051f330單片機,指令運算速度高達25mips。從(cong) 控製器對輸入脈衝(chong) 采樣,接受主控製器發送的命令並進行相應的處理,輸入脈衝(chong) 經過分頻後,輸出相應頻率的脈衝(chong) ,並將有關(guan) 信息發送給主站控製器。從(cong) 控製器的作用相當於(yu) 一個(ge) 執行機構,它接受主控製器的命令執行不同的動作,並把執行的狀態反饋給主控製器,主要由以下5個(ge) 功能程序組成。
start:上電複位初始化程序,輸入輸出端口配置,複位中間變量單元,啟動spi、int0中斷。
int-int0:外部中斷0服務程序,對輸入脈衝(chong) 進行分頻處理及脈衝(chong) 插補。
int-spi:spi中斷服務程序,spi通信報文的接收和發送。
int-t3:定時器t3中斷服務程序,監控spi通信狀態和主程序執行狀態。
main:主程序,解讀spi通信報文,完成脈衝(chong) 點動、定位。
4.3主從(cong) 控製器的組合設計
主、從(cong) 控製器之間以spi接口連接,spi通訊速率為(wei) 500kbit/s,因此有利於(yu) 提高係統的快速性和實時性。
主站采用定時發送/接收模式,嵌入程序初始化時,啟動spi發送,定時時間到,先接收一字節數據,然後發送下一字節數據。當所有報文發送完成後,暫停發送等待主程序處理報文,報文處理完後才啟動下一輪發送。
從(cong) 站采用中斷接收/發送模式,進入中斷服務程序後,先接收一字節數據,然後發送一字節數據,當所有報文接收完成後,對應的有相同字節的報文發送完成。此時從(cong) 站停止接收報文,等待主程序處理接收到的報文,報文處理完後,又啟動下一輪報文接收過程。
報文結構:stx+報文內(nei) 容+etx+crc。
stx:報文起始代碼,固定為(wei) 02h。
報文內(nei) 容:起始2個(ge) 字節為(wei) 命令字對應的ascii碼,以區別不同的報文,後麵為(wei) 報文實際 數據,全部采用ascii碼。
etx:報文結束代碼,固定為(wei) 03h。
crc:校驗和,報文內(nei) 容所有字節相加後再加etx的數值,然後轉換成ascii碼。
5 應用舉(ju) 例
5.1控製設備名稱
控製設備名稱:4套色圓網印花機控製係統。
5.2技術要求
同步傳(chuan) 動包括兩(liang) 部分:主傳(chuan) 動同步主要是進布電機與(yu) 超喂電機、印花電機、烘房電機、立柱烘焙電機(含立柱烘焙電機與(yu) 落布電機等單元之間的同步)之間的同步傳(chuan) 動;分同步傳(chuan) 動則是實現印花電機與(yu) 網頭分電機之間的同步傳(chuan) 動,要求同步精度高。
電控係統由主軸運動控製噐(即主站)、從(cong) 軸控製噐(4合)、人機界麵等組成, 方便用戶編輯工藝程序(程序可保密)。
5.3控製係統框圖
控製係統框圖如圖3所示。
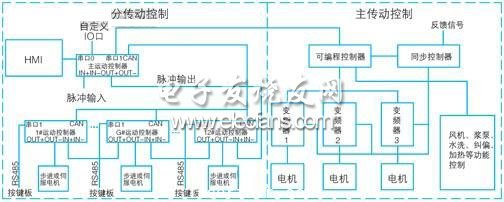
圖3 控製係統框圖
5.4控製方案
5.4.1同步控製
kp3-05m06r型運動控製器接收到由編碼器檢測的主電機轉速數據並進行處理後,輸出頻率可調的、用於(yu) 控製網頭分電機的脈衝(chong) ,實現導帶與(yu) 網頭同步。
主傳(chuan) 動是由嵌入式plc與(yu) 同步控製器共同完成同步調節功能的。
5.4.2自動對花控製
自動對花不需要安裝高故障率的接近開關(guan) ,隻要編寫(xie) 梯形圖程序並用觸摸屏輸入的步數傳(chuan) 送到d5904和d5905寄存器,且將自動回零控製字d5907置1即可實現自動對花。
5.4.3插步控製
因為(wei) 印花精度要求高,生產(chan) 現場必須經常修改插步數據,既耗時又達不到要求。使用該款運動控器後,隻需對d5902和d5903寄存器賦值就能實現插步控製。
因篇幅所限,控製方案不能祥細介紹。
6 結論
實踐證明,采用基於(yu) 嵌入式plc芯片組設計的運動控製噐,印花精度高、傳(chuan) 動速度快、生產(chan) 效率高、產(chan) 品質量優(you) ,社會(hui) 效益和經濟效益巨大,深受客戶好評。該設計方案具有推廣價(jia) 值。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們