




1 引言(Introduction)
激光焊接作為(wei) 新的焊接工藝方法在汽車製造領域有大量成功的應用,顯示出激光焊接強大的生命力和非常廣闊的應用前景.采用並聯機構可以進一步提高機器人的負載/自重比,改善機器人的運動特性,使其結構更加靈巧.利用並聯機構剛度大、運動慣性小、精度高等優(you) 點,實現高精度激光焊接加工,這是並聯機器人技術向激光焊接領域的拓展.
傳(chuan) 統的數控加工軌跡控製概念都建立在笛卡兒(er) 坐標係中,而並聯機器人的軌跡控製是由若幹杆件的空間運動綜合而成的,若使機器人加工末端點實現所需要的運動,則必須在兩(liang) 者之間進行坐標轉換.另外,並聯機器人的結構和配置形式的多樣化使傳(chuan) 統數控的封閉式結構不能滿足其需求,因此並聯機器人的控製係統必須是開放式結構.
本項目研製的並聯機器人控製係統是以Linux 24.20+實時內(nei) 核RTLinux3.1作為(wei) 實時軟件平台的全軟件開放式數控係統,該係統以C語言為(wei) 編程語言編製數控係統軟件.由於(yu) 引入了實時多任務機製,采用開放式的結構框架,因此它可以實現特殊機構構型並聯機器人的高速、高精度控製.該係統適用於(yu) 激光焊接、切割等對精度要求較高的加工應用,其關(guan) 鍵難點技術的研究突破,對於(yu) 進一步開發激光焊接並聯機器人係統並實現其產(chan) 業(ye) 化具有重要意義(yi) .
2 係統組成(Components of the system)
並聯機器人數控係統是一個(ge) 實時多任務軟件係統,它可以分為(wei) 實時任務層和非實時任務層兩(liang) 層.實時任務層包括插補計算模塊、位姿正反解模塊、速度處理模塊、電機控製模塊、軟PLC模塊、故障診斷及處理模塊等直接與(yu) 數控加工相關(guan) 的、對實時性要求較高的功能模塊,此層由RTLinux 實時子係統來處理;除此之外,對實時性要求不高的功能模塊,如人機交互模塊、參數配置模塊、代碼解釋模塊、加工模擬模塊、文件管理模塊等,為(wei) 非實時任務層,由普通Linux內(nei) 核控製,數控係統軟件功能結構如圖1所示.這樣分層的好處是使實時任務和非實時任務運行在不同的進程空間,便於(yu) 保證係統的實時性,係統層次分明,增強了開放性和靈活性,可以適應多種實際應用.
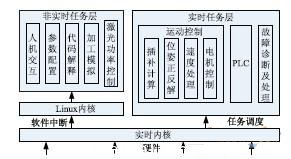
圖1 數控係統軟件結構
本數控係統以Linux2.4.20 + RTLinux3.1為(wei) 操作係統,PC機為(wei) 平台,上述的各種功能均由軟件完成,與(yu) 外部伺服相連接的軸控製卡隻是將PC機的數字量轉換以後輸出給伺服係統,並將外部的反饋信息送入PC機,並不進行任何的計算.數控係統硬件結構如圖2所示.
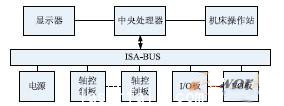
圖2 數控係統硬件結構
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀






























 關注我們
關注我們