




2.2電氣自動控製技術方案詳細介紹
雙柱式立式車床具有豎直安裝的兩(liang) 個(ge) 刀架,主軸在運轉的情況下,每個(ge) 刀架上的刀具都能對工件進行切削加工。每個(ge) 刀架包含二軸運動控製,左刀架X軸、Z軸,右刀架U軸、W軸,由於(yu) Z軸和W軸為(wei) 垂直安裝,要求伺服電機具有抱閘功能,防止軸向運動停止時,負載受重力作用,導致伺服電機報警或者溜車。左右刀架上的二軸運動分別各由一台DVP20PM00D負責控製;主軸電機為(wei) 直流調速係統,轉速由PLC模擬量擴展單元DVP-06XA-H2輸出0-10V控製;PLC主機DVP64EH00R2以及其他數字量擴展單元主要負責機床輔助機構工藝動作邏輯控製。值得注意的是,在這個(ge) 方案中,兩(liang) 台DVP20PM00D均作為(wei) 主機DVP64EH00R2的擴展單元,和主機連接采用排線直接連接,其他的數字量擴展單元和模擬量擴展單元也作為(wei) 主機的擴展單元,直接采用排線按照順序連接。限於(yu) 篇幅,控製係統簡圖未繪製出數字量和模擬量擴展單元連接方式。

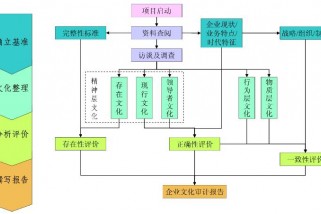
圖2 台達電氣自動控製係統方案簡圖
2.3關(guan) 鍵控製程序介紹
主機DVP64EH00R2和兩(liang) 台DVP20PM00D雙軸插補運動控製器之間交換數據的控製程序在主機內(nei) 編程,主機負責組織、協調、控製上位機命令、擴展單元運行動作以及機床各部分運行狀態電氣信號等。主機和DVP20PM采用FROM和TO指令進行實時交換數據(包括運動命令和運行狀態等)。
X軸、Z軸、U軸、W軸的運動控製命令均在DVP20PM00D內(nei) 部編程實現,JOG、MDI、循環等運動命令均在20PM主程序內(nei) 完成。
人機界麵主要畫麵如圖4所示。采用台達人機畫麵可以根據客戶機床工藝技術特點,編程組態各種人性化、方便操控的畫麵和功能軟元件,相比數控係統來說,畫麵更加簡約、直觀,操控更加便利、高效。


圖4 人機界麵設置
2.4 調試心得
由於(yu) 主機PLC後麵掛了若幹台擴展單元,包括兩(liang) 台DVP20PM00D運動控製器、若幹台數字量輸入輸出擴展單元、模擬量輸入輸出擴展單元等部件,主機DVP64EH00R2內(nei) 的程序大量使用了FROM、TO指令,客戶起初使用M1000作為(wei) FROM、TO指令的調用條件,結果發現20PM在執行運動動作過程中出現一些莫名其妙的“誤動作”,調試20PM控製程序始終未發現異常程序,調試程序也未找到徹底解決(jue) 問題的辦法。後來觀察主機64EH2內(nei) 控製程序,發現掃描周期偏長,達到近30ms,懷疑可能是主機掃描周期偏長,20PM的運行動作和狀態信號在一個(ge) 周期內(nei) 未得到存儲(chu) ,導致一些怪異的誤動作和誤信號。將主程序內(nei) FROM和TO指令前麵的調用條件M1000改為(wei) M1012(100ms脈衝(chong) 信號)後,故障消除,整個(ge) 係統正常工作。
3.結束語
根據客戶設備技術要求,中達電通可以提供給客戶成熟可靠的係統解決(jue) 方案,憑借著台達優(you) 秀的DVP20PM運動控製器強大的機床運動控製功能,再加上提供給客戶完善的現場調試等技術服務,幫助客戶開發出具備更高技術含量和更高附加值的產(chan) 品,台達產(chan) 品和服務均獲得了客戶的極大認可,實踐反複證明,中達電通是設備製造客戶良好的合作夥(huo) 伴。
作者簡介
孫承誌,出生於(yu) 1979年10月,畢業(ye) 於(yu) 吉林化工學院,工業(ye) 自動化專(zhuan) 業(ye) ,現任中達電通股份有限公司高級應用工程師,主要從(cong) 事台達全係列自動化產(chan) 品技術支持、售前技術培訓、根據行業(ye) 和設備特點提供整合應用技術方案、幫助客戶編程調試,有著豐(feng) 富的現場經驗。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀






























 關注我們
關注我們