




Coherent公司開發了一種專(zhuan) 利技術,在室溫條件下使得CO激光器在5-6μm的極高輸出功率下高效運行,並持續數千小時。Coherent公司新型CO激光器采用了多年來應用於(yu) 該公司CO2激光器上的大部分技術。Coherent公司開發出波導和板狀設計的CO激光器,從(cong) 而可以進行高平均連續波功率和高峰值功率脈衝(chong) 操作。CO激光器的輸出功率大致是CO2激光器的70%。例如,Coherent公司J-3係列中的CO激光器能產(chan) 生約230W的功率(室溫條件下),輸出波長為(wei) 5μm;而同樣的J-3係列CO2激光器能產(chan) 生340W的功率,輸出波長為(wei) 10.6μm。
在5μm波長進行材料加工有很多好處,最大的好處是“輕質材料”間的相互作用。在5μm輸出時,由於(yu) 不同的吸收率,和CO2激光器輸出相比,相互作用大為(wei) 不同。在很多膜劑、聚合物、印製電路板(PCB)電介質、陶瓷和複合材料中吸收率更強。波長5-6μm的激光在硫屬化物和重金屬氟化物纖維中的極低衰減量為(wei) 纖維間傳(chuan) 遞提供了可能。

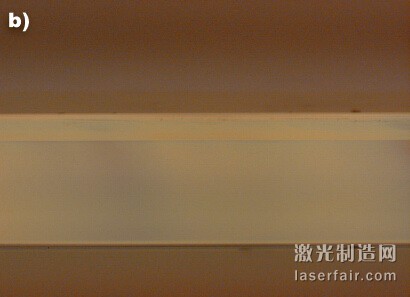
微分幹涉相差顯微鏡下的0.77mm厚康寧 CT24玻璃的橫截麵。使用CO2碳激光器 (約10μm)
(a)切割的部件顯示了剩餘(yu) 應 力,而使用CO激光器(約5μm)(b)切割 的部件則無缺陷。
這種吸收率的不同會(hui) 產(chan) 生重大影響,比如玻璃切割。在CO2激光器玻璃切割中,10.6μm的波長輸出在玻璃表麵被大大吸收。玻璃表麵產(chan) 生的熱量隨後必須擴散到整塊材料,因此需要使用水噴射冷卻來產(chan) 生熱衝(chong) 擊,這會(hui) 在玻璃上形成一道劃痕。對於(yu) 更厚的玻璃基質來說,還會(hui) 產(chan) 生機械斷裂。CO激光器切割玻璃的整個(ge) 過程也是這樣,但是玻璃對於(yu) 5μm波長輸出的吸收率要低得多。因此,光直接穿透玻璃表麵,並進一步進入整塊材料,使得整塊玻璃的熱量分布更為(wei) 均勻。Coherent公司的測試表明這項技術有很多重要益處,包括不會(hui) 造成表麵融化,不會(hui) 產(chan) 生裂紋,不會(hui) 對玻璃產(chan) 生殘餘(yu) 應力。結果就是會(hui) 得到切割質量更好、更堅固的玻璃,工藝窗口也更寬廣。(圖示)
CO激光器另外一個(ge) 重要優(you) 點是能夠進行放射狀(自由形態)玻璃切割。與(yu) 之相反,CO2激光器隻能進行直線切割,因為(wei) 固有的圓形輸出光束必須重塑成光束線來分散表麵產(chan) 生的熱量。在智能手機屏幕應用中,曲線切割尤為(wei) 重要,因為(wei) 會(hui) 需要彎角或多種形狀來搭配按鈕和控製鍵。使用CO激光器能實現曲線切割和自由形態切割,其圓形光束直接穿透進入玻璃,不會(hui) 存在難以控製的擴散過程來產(chan) 生不利的熱效應。
5μm波長輸出的CO激光器主要優(you) 勢還在於(yu) 能夠聚焦於(yu) 一個(ge) 更小的光斑,聚焦深度更廣,可以鑽出更小的孔,切割的切口寬度更窄。CO2激光器所能實現的最小光斑尺寸約為(wei) 55μm,而CO激光器則小於(yu) 25μm。另外一方麵,在光斑尺寸大小相同的情況下,可以使用更小的光學器件以更短的波長來完成。這樣在光學係統設計時,可以選擇更小/更快的檢流計反射鏡。使用短波長產(chan) 生更長的焦距可以導致一個(ge) 更大的工藝窗口,從(cong) 而為(wei) 區域加工提供更大的視野。
另外一個(ge) 在玻璃上的重要應用是微小孔鑽削,比如應用於(yu) 3D電路組裝插入器上。這一應用再次利用了聚焦性能和受控的激光與(yu) 物質的相互作用。可以加工微小孔,實現深度控製,不會(hui) 產(chan) 生熱損傷(shang) 。
這一新型激光技術的出現,推動了一種新型波長的應用,有望開拓全新的應用領域,並助推材料加工市場現有的很多應用的發展。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們