




近年來,消費類電子和5G等行業(ye) 的發展對高反材料的精密焊接需求越來越旺盛,對長脈衝(chong) 綠光激光器也提出了迫切需求。大族激光緊扣市場發展趨勢,展現激光領軍(jun) 企業(ye) 創新技術和最新作為(wei) :在國內(nei) 率先開展了大能量、高峰值的長脈衝(chong) 綠光激光器研發,迅速突破峰值功率1kW的技術指標,並在該激光器平台上開展了大量的應用工藝研究,改善國內(nei) 長脈衝(chong) 綠光激光器應用工藝開發落後現狀。大族激光為(wei) 該機型國內(nei) 首家可提供成熟的公司,目前已批量生產(chan) 推向市場,已發往國內(nei) 、外客戶投產(chan) ,形成批量訂單。
長脈衝(chong) 綠光激光器具有單脈衝(chong) 能量大、峰值功率高等優(you) 點,非常適合於(yu) 銅、金等高反材料的焊接。對於(yu) 倍頻效率低的問題,我們(men) 進行了激光器諧振腔設計及倍頻晶體(ti) 熱沉結構設計,為(wei) 了保證輸出綠光的穩定性,對激光器功率反饋係統進行了獨特設計。

激光器諧振腔結構對基頻激光的光束質量、腔內(nei) 的光強分布、熱穩定性具有決(jue) 定性影響。當前固體(ti) 激光器有多種諧振腔構型,如平平腔、凹凸腔、望遠鏡腔等。要獲得高效倍頻,通常要求入射到倍頻晶體(ti) 上的基頻激光具有高的光束質量、低的發散角和高的峰值功率密度。
整機設計開發的綠光激光器是基於(yu) 大族激光成熟的燈泵浦激光器平台,望遠鏡諧振腔可以在緊湊的諧振腔結構下獲得優(you) 異的光束質量。縮束一側(ce) 全反鏡表麵的光束尺寸較凹凸腔寬,利於(yu) 避免全反鏡片的損傷(shang) 及減小入射到倍頻晶體(ti) 上的發散角。
諧振腔結構參數的設計對於(yu) 激光器工作過程中的熱穩定性有較大影響,大族激光開展了諧振腔結構參數的設計及優(you) 化工作,通過嚴(yan) 格計算和實驗研究,開發了一套具有優(you) 異熱穩定性的諧振腔結構。該激光器整機係統工作穩定可靠,獲得的激光倍頻效率大於(yu) 35%。在未輔助功率反饋控製的情況下,輸出綠光仍能保持功率穩定性。
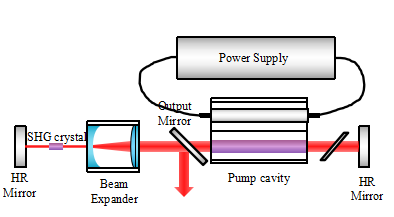
內(nei) 部光路結構圖
激光器輸出功率和能量穩定性對於(yu) 激光焊接工藝的穩定性具有重要影響,是綠光激光器能夠實現批量化工業(ye) 應用的前提條件之一。大族激光獨立開發了輸出激光直接探測的反饋係統,通過對反饋光路的優(you) 化和反饋控製電路的重新設計,獲得了較高反饋精度,整機的輸出功率穩定性達到了±1.5%。倍頻效率對激光器安全工作至關(guan) 重要,為(wei) 避免激光器的器件損傷(shang) 或失調導致係統損壞,在功率反饋係統中集成了激光器狀態的自檢功能。
在檢測到係統工作狀態異常條件下,自動切斷激光器並發送報警信號。例如,自檢功能可檢測到整機在運輸過程中內(nei) 部光路的振動是否對整個(ge) 光路造成影響,以及在激光器輸出能量出現異常時,自動報警提醒。這大大降低了器件損傷(shang) 的概率,提升了係統工作可靠性和經濟實用性。



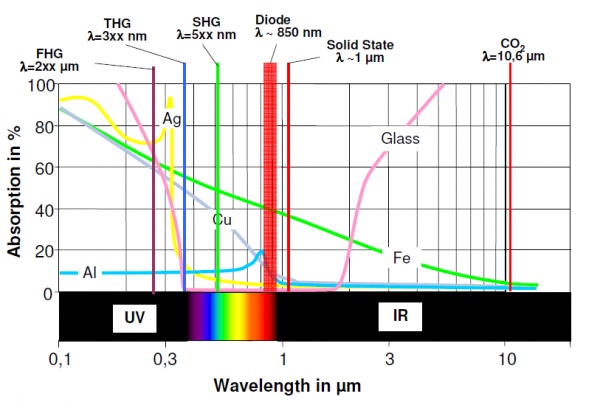
紫銅對綠光的吸收率達40%(對紅光約為(wei) 5%)
鋼鐵對綠光的吸收率達50%(對紅光約為(wei) 38%)
金對綠光的吸收率達30%(對紅光約為(wei) 5%)
實際應用案例
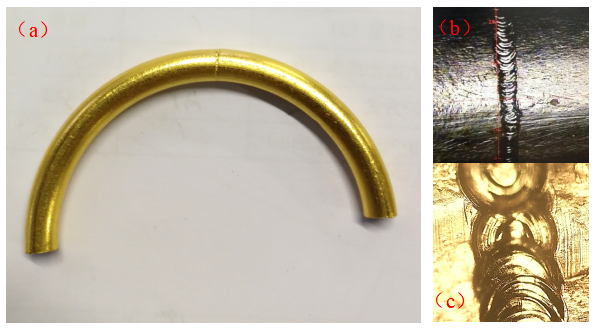
(a)純金樣品 (b)25x (c)100x
焊接要求:純金對接,強度高,焊縫表麵光滑,無氣孔、飛濺、凹坑等缺陷。
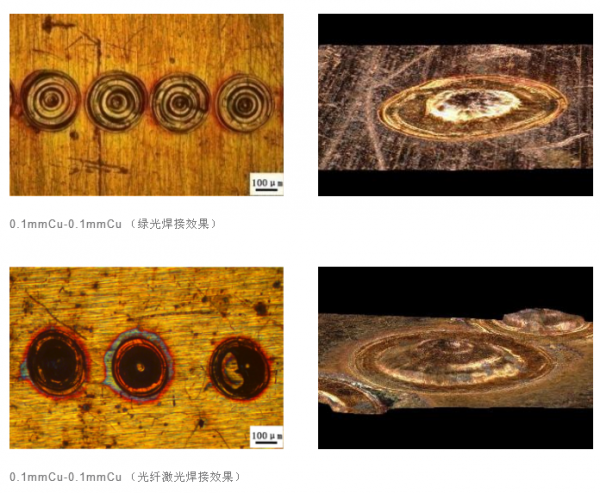
焊接難點:純金對傳(chuan) 統的紅外激光吸收極低,傳(chuan) 統激光焊接容易產(chan) 生飛濺,焊點大小不均、表麵粗糙。
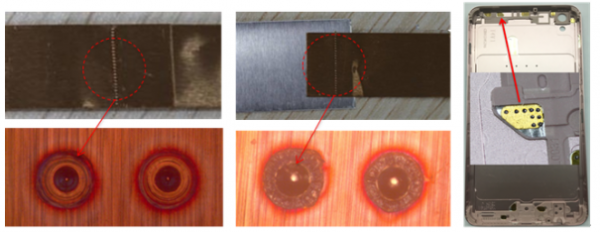
從(cong) 左到右: 0.1mm厚紫銅與(yu) 0.1mm厚紫銅
0.1mm厚紫銅與(yu) 0.2mm厚鋁合金
手機連接片點焊-黃銅
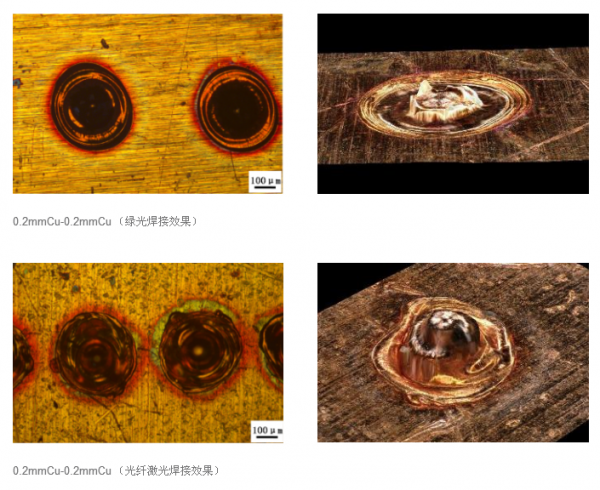
采用綠光激光分別對0.1mm厚紫銅與(yu) 0.1mm厚紫銅搭接焊,以及0.1mm厚紫銅與(yu) 0.2mm厚鋁合金搭接焊。焊後表麵無需清理,無飛濺產(chan) 生,焊點大小均勻,焊點成型好,焊接質量高,同時,在焊接過程中保持穩定,所需能量也更低。
綠光激光器可極大改善激光焊接在金銀銅等高反材料中的效果,是特種波長激光器領域中十分有潛力的⼀個(ge) 分支方向。在日常的應用中,除了用於(yu) 高反材料的焊接,如銅、鋁、金、銀,此款產(chan) 品還應用於(yu) 醫療設備電子、手機通訊、電子元件、汽車配件等行業(ye) 。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們