




櫃式氣體(ti) 絕緣開關(guan) 設備(Cubicle Gas Insulated Switchgear,簡稱C-GIS,我國俗稱充氣櫃),是近十幾年來國外新發展起來的高新技術係列產(chan) 品,逐漸成為(wei) 金屬封閉開關(guan) 設備的一個(ge) 重要品種。C-GIS充氣櫃是將所有高壓元件封閉在充有較低壓力SF6氣體(ti) (或其他氣體(ti) )的不鏽鋼殼體(ti) 內(nei) 的中壓成套設備。其突出特點是安全、可靠性高,免維護、尺寸小,可用在惡劣環境和對空間要求苛刻的場所。
C-GIS屬於(yu) 高科技產(chan) 品,往往要求現代化的加工、加工工藝和焊接工藝等,製造工藝是影響C-GIS產(chan) 品的質量與(yu) 水平的最重要的方麵,國內(nei) 產(chan) 品與(yu) 國外產(chan) 品的差距也主要體(ti) 現在工藝上。其中,C-GIS產(chan) 品箱體(ti) 的焊接是影響產(chan) 品質量和生產(chan) 效率的關(guan) 鍵工序,焊接既要保證箱體(ti) 的強度和精度,又要保證氣密性。國內(nei) 一般采用的是氬弧焊或氣體(ti) 保護焊,熱量輸入大,焊接速度慢,由於(yu) 不鏽鋼板傳(chuan) 熱很快,總存在焊接變形。焊接變形的存在裝配調試產(chan) 生不利的影響,焊接的氣密性也得不到有效保證。
目前國外企業(ye) 大多采用德國通快(TRUMPF)公司的三維激光加工(laser oem)中心TruLaser Cell係列配合功率為(wei) 4kW-6kW的二氧化碳激光器來焊接充氣櫃。
激光焊接方式焊縫窄,熱輸入和熱變形小,深寬比大,(如圖一),有利於(yu) 減小焊接變形,降低人為(wei) 因素造成的焊接缺陷,適合規模化生產(chan) 。但是,激光焊接對箱體(ti) 的結構形式、不鏽鋼板材下料精度、焊接夾具設計有更高的要求。本文就來介紹激光焊接應用於(yu) 充氣開關(guan) 櫃製造的特點和要求。
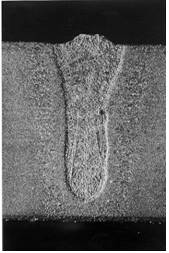
圖一:激光焊接橫截麵
1.激光切割下料;
充氣櫃櫃體(ti) 材料一般是厚度3mm或4mm的不鏽鋼板材。板材邊緣切口光滑、無倒角、無毛刺,同時板材表麵的平麵度必須達到要求。為(wei) 了滿足這些目的,必須采用激光切割下料的方式,這是采用激光焊接充氣櫃的前提條件。
2.櫃體(ti) 側(ce) 板的拚接精度
板材之間的搭接方式采用“L”型的拚接方式。采用這樣的拚接方式,板材之間的焊接橫截麵最大,焊接強度最大,但是對於(yu) 不鏽鋼鋼板之間的拚接精度要求最高。由於(yu) 激光光斑直徑在焦點處大約為(wei) 0.2mm左右,而且是直接焊接沒有填絲(si) ,如果板材之間的縫隙太大,則會(hui) 產(chan) 生焊接缺陷導致氣密性差。
一般來說,各個(ge) 不鏽鋼側(ce) 板的搭接精度必須滿足縫隙值小於(yu) 0.1mm,偏差值小於(yu) 板材厚度的0.15倍。如圖二所示。
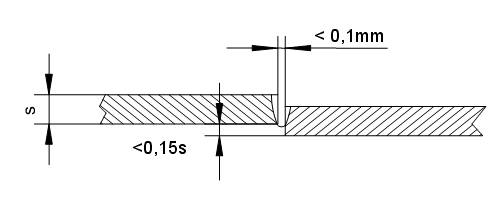
圖二:充氣櫃側(ce) 板拚接精度
為(wei) 了達到以上精度,對於(yu) 焊接夾具精度的要求較高,而且側(ce) 板不能采用折彎的方式,必須由單塊的不鏽鋼板材焊接而成。
3.激光焊接加強筋
為(wei) 保證充氣櫃箱體(ti) 在抽真空和長期放置戶外而不變形,板材內(nei) 部必須放置加強筋增加箱體(ti) 強度。為(wei) 了保證焊接加強筋後的側(ce) 板變形量盡量減小,采用的是激光間斷焊接的方式。目前的設計來看,加強筋主要有兩(liang) 種形式的設計:“#p#分頁標題#e#U”型和“幾”字型。前者耗費更少鋼材,降低櫃體(ti) 重量,從(cong) 變形量的角度來說,“U”型加強筋的設計要優(you) 於(yu) “幾”字型加強筋。如圖所示,

圖三:加強筋焊接導致箱體(ti) 變形
由於(yu) 折彎工藝的誤差,不能保證“幾”字型加強筋兩(liang) 側(ce) 完全平行於(yu) 側(ce) 板,焊接後應力釋放,會(hui) 導致不鏽鋼側(ce) 板變形,從(cong) 而影響箱體(ti) 拚接的精度。
目前的一個(ge) 趨勢是采用“U”型加強筋,激光透過箱體(ti) 側(ce) 板焊接而成。采用這種焊接方式可以將不鏽鋼側(ce) 板變形量降到最低,同時降低夾具設計製造的難度。
圖四:激光焊接加強筋
4.激光焊接充氣櫃箱體(ti)
充氣櫃箱體(ti) 在激光焊接之前,必須用氬弧點焊的方式把各個(ge) 不鏽鋼側(ce) 板拚接起來,然後再用激光縫焊保證氣密性和焊接強度。
目前大多數企業(ye) 采用的二氧化碳激光器平均功率為(wei) 4kW,焊接深度為(wei) 3~4mm,焊接速度為(wei) 2.5m/min – 4m/min。采用功率更高的激光器,能夠達到更大的焊深和更快的焊接速度,這是業(ye) 內(nei) 的一個(ge) 趨勢。比如西門子工廠的三維激光機床TLC1005配置的就是功率為(wei) 6kW的激光器。
為(wei) 了保證焊接精度和焊縫質量,必須采用傳(chuan) 感器對焊縫位置進行精確定位。由於(yu) 充氣櫃的焊接路徑幾乎都是直線,所以機械微觸式探針即可以達到目的。

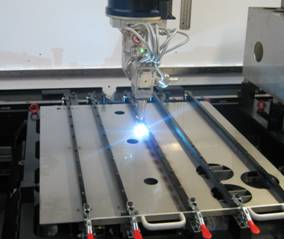
圖五:激光焊接充氣櫃和焊縫位置檢測
5.通快三維激光加工(laser oem)中心TruLaser Cell7040
TruLaser Cell7040是通快公司最新的三維激光加工(laser oem)中心,可用於(yu) 切割和焊接,為(wei) 充氣櫃焊接提供最好的完整解決(jue) 方案。TruLaser Cell7040采用全飛行光路係統,床身采用懸臂式結構,並且內(nei) 部鋼結構有效地避免了共振。所有導光係統具有高精度和防塵功能,確保機床加工高質量和長時間穩定性。水冷擴束係統確保機床長期穩定操作保證激光束在不同光程的光學參數一致性。機床的開放結構設計,工件可以從(cong) 三個(ge) 方向進入加工區,並可根據實際要求改變工作台和交換台的位置。通快公司在全世界有超過20台三維激光加工(laser oem)中心用於(yu) 充氣櫃的焊接,具有豐(feng) 富的行業(ye) 經驗,並向用戶提供充氣櫃焊接所需全套夾具。

圖六:通快三維激光加工(laser oem)中心TruLaser Cell7040
結語#p#分頁標題#e#
我國城市電網建設和改造、軌道交通以及大型工礦企業(ye) 等對開關(guan) 設備提出了小型化、智能化、免維護、全工況等新的更高要求,
都為(wei) 充氣櫃提供了大的發展空間。目前激光焊接技術大大提升了充氣櫃的焊接工藝水平,減小箱體(ti) 變形量,提高氣密性,減低了工人的勞動強度,是國內(nei) 充氣開關(guan) 櫃行業(ye) 進行產(chan) 業(ye) 升級,邁入國際先進製造水平的有效途徑。(編輯:韓雙露)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們