




微型化加工和超精密加工機床行業(ye) 是一個(ge) 雖然不大但是很精細的行業(ye) 。在德國,大約有5~6家企業(ye) 可以提供這種在成形精度和表麵質量方麵達到納米級的高精密機床。據位於(yu) Salem的Kugler有限責任公司股東(dong) 總經理Lothar Kugler估計,在德國,微型化和超精密機床按價(jia) 值計算的市場容量大約為(wei) 1500萬(wan) 歐元。在爭(zheng) 取客戶的過程中,外國的競爭(zheng) 者,特別是美國的製造商們(men) 扮演著非常重要的角色。Kugler在論述其原因時說道:“從(cong) 傳(chuan) 統意義(yi) 上講,美國製造商在超精密切削加工方麵要領先一步,因為(wei) 是他們(men) 在軍(jun) 事技術中開發了這種高科技的機器,他們(men) 在此中進行了許多投資並不斷地進行開發工作。”德國的製造廠商們(men) 在軍(jun) 事技術的應用方麵過於(yu) 保守,並因此錯失了在金剛石車削和銑削方麵和先進技術接軌的機會(hui) 。但是他認為(wei) ,這並不涉及微型化加工。“我認為(wei) ,在這方麵,我們(men) 要比美國企業(ye) 先進得多。日本企業(ye) 也是我們(men) 應當認真對待的競爭(zheng) 者。”

Kugler有限責任公司股東總經理Lothar Kugler說:
“能夠進行切削加工和激光加工(laser oem)的組合機床是發展的趨勢。”
在談到增長率方麵的問題時,Kugler認為(wei) :“在可以用微型化和超精密機床加工的產(chan) 品以兩(liang) 位數的增長率增加的同時,機床的增長率卻是一位數。”按照他的觀點,此中原因在於(yu) 一些沒有解決(jue) 的問題。“例如,如果涉及到要將一個(ge) 30mm的銑刀進行可重複地裝夾,同時具有很高的同心性精度的話,那麽(me) 對目前可使用的主軸來說要求就過高了。”另一個(ge) 問題是主軸升溫的問題,這個(ge) 問題目前還不能按照使用所謂的“納米銑刀”進行超精密加工的要求進行控製。Aachen的Frauenhof 生產(chan) 技術研究所的超精密機床組組長Christian Wenzel也認為(wei) :“熱穩定性問題是最困難的課題之一。”他把對超精密加工機床的要求歸結為(wei) 以下幾點:“特別高的定位和重複精度,非常高的軸的相互位置精度以及很好的減振性能。”因此靜液壓或加預應力的氣體(ti) 靜力導向裝置是不可放棄的標準設備,或根據應用情況采用直線電動機等等。#p#分頁標題#e#
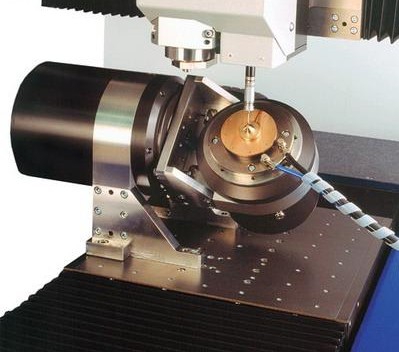
帶有轉矩電動機的旋轉-擺動裝置有一個(ge) 360°的旋轉軸和一個(ge) ±100°的擺動軸
可以達到4~5nm的表麵光潔度
在加工中幾乎全部使用單晶體(ti) 金剛石的切削刀具。這種切削材料的優(you) 點是其硬度特別高,而且可以產(chan) 生出具有原子狀態銳度的切削刃。隻有具備在亞(ya) 微米範圍的切削刃銳度,才可以製造出具有光學質量的隻有幾個(ge) 納米的光潔度表麵。Wenzel說:“使用一個(ge) 很好的協調的係統是可以達到4~5nm的表麵光潔度的。”形狀精度取決(jue) 於(yu) 要製造的工件的外部形狀。他說:“平麵加工的形狀精度約為(wei) 100nm~100mm之間。”
Wenzel說:“采用超精密加工主要為(wei) 了直接製造光學鏡組,如接觸透鏡和激光鏡組等,或者為(wei) 了製造注塑模具。並可以普遍地對塑料和有色金屬材料進行切削加工,如黃銅、銅、鋁、鎳等。” 令超精密加工廠商遺憾的是,因為(wei) 金剛石和碳有著很高的親(qin) 和性,因此它不能用於(yu) 加工鋼材。Kugler說道:“目前這是不可能的。當然,研究人員正在著手解決(jue) 這個(ge) 問題。例如,使用金剛石刀具進行超聲波支持的鋼材加工。”目前仍在采用替代技術,如研磨、激光加工(laser oem)或鋼材塗層等。

TDM -1150型超精密車床可以對直徑最大為(wei) 300mm、長度最大為(wei) #p#分頁標題#e#1500mm、
晶體(ti) 結構尺寸為(wei) 3~200mm的成形輥筒進行結構加工
組合機床是發展趨勢
激光加工(laser oem)可以作為(wei) 獨立的工藝方法使用,也可以和研磨結合采用,在此種情況下用激光打平工件表麵上的磨紋。據Kugler估計,能夠進行切削加工和激光加工(laser oem)的組合機床是發展的趨勢。
在微型化加工時,工件和刀具的裝卸輸送可以實現自動化,與(yu) 此不同的是,超精密加工機床的裝卸輸送還是人工作業(ye) 。預計這一點正在補救解決(jue) ,Kugler說:“我們(men) 正在和生產(chan) 技術研究所合作,設法用機器人自動並可重複地更換直徑為(wei) 微米範圍的刀具。”目前使用的最小刀具直徑在30mm之下。
其他研究項目的宗旨在於(yu) 加強德國製造商的競爭(zheng) 能力。例如,一個(ge) 課題小組在“微型結構”項目的框架內(nei) 正在研製一台對輥筒進行超精密加工的機床。想要加工直徑為(wei) 200~600mm、長度為(wei) 500~2000mm,晶體(ti) 結構尺寸為(wei) 5~150mm的輥筒。機床需配備高精密度的金剛石刀具測量裝置,以便實現自動化更換刀具。該項目執行單位Karlsruhe研究中心的Michael Petzold 說:“該項目進展很快,已經可以製造和試驗一台展示型機器了。”Kugler在他的產(chan) 品目錄中已經列上了一種輥筒車床:TDM -1150型超精密車床,可以對直徑最大為(wei) 300mm、長度最大為(wei) 1500mm、晶體(ti) 結構尺寸為(wei) 3~200mm的輥筒進行結構加工。研製小組的最新產(chan) 品是一個(ge) 能滿足超精密加工要求的小型旋轉-擺動裝置,該裝置帶有能產(chan) 生高動能的高轉矩電動機。“我認為(wei) ,我們(men) 是世界上惟一能提供這種產(chan) 品的廠家。”#p#分頁標題#e#
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們