




鈑金行業(ye) 現狀和地位
作為(wei) 為(wei) 國民經濟發展和國防建設提供技術裝備的基礎性、支柱性產(chan) 業(ye) ,鈑金加工業(ye) 目前已成為(wei) 我國規模最大的產(chan) 業(ye) 門類之一。近年來隨著國內(nei) 機械製造行業(ye) ,通訊電子,精密儀(yi) 器、汽車和造船等行業(ye) 的逐步興(xing) 起,也帶動鈑金加工行業(ye) 的快速發展。目前國內(nei) 在經濟發展較快的地區和製造業(ye) 發達地區都出現了鈑金行業(ye) 集群;在珠江三角洲,長江三角洲,和環渤海經濟區,都出現了規模龐大的產(chan) 業(ye) 集群,已經形成了當地的一個(ge) 產(chan) 業(ye) 鏈。
鈑金加工行業(ye) 目前普遍引入了加工配送的理念,采用原材料采購-切割(衝(chong) 裁)下料-折彎成形-焊接-打磨-噴塗-包裝-配送一體(ti) 化服務,免去了製造企業(ye) 采購原材料、運輸等繁雜程序,從(cong) 而使製造企業(ye) 更加專(zhuan) 注於(yu) 新技術的開發和市場動向的研究,從(cong) 而反過來推動了製造行業(ye) 的發展。
鈑金行業(ye) 現狀和麵臨(lin) 的問題
目前鈑金加工行業(ye) 處於(yu) 加快發展時期,通過引進國內(nei) 外高技術柔性鈑金加工裝備,比如激光切割機,數控衝(chong) 床和高精度折彎機,行業(ye) 技術水平較幾年前已經明顯提高。但是,作為(wei) 鈑金加工無法避免的一個(ge) 環節 - 焊接,普遍還是采用氬弧焊和氣保焊,由於(yu) 焊接時熱輸入量很大,容易導致工件變形,無法滿足高精度要求的產(chan) 品;一般需要打磨等後處理工藝,耗時耗力,隨著人工成本日益高漲,打磨的成本已經成為(wei) 必須要控製的環節;工作環境中產(chan) 生粉塵對人的身體(ti) 有一定傷(shang) 害,也使得工人望而生畏不能在這一崗位長期工作,特別是90後的年輕人不願意學鈑金工,未來幾年鈑金行業(ye) 將麵臨(lin) 人才短缺的危機。一個(ge) 典型的鈑金加工廠,花在焊接和打磨上的工時占到所有工時的50%~70%,鈑金行業(ye) 需要提高工藝水平,降低生產(chan) 成本,吸引人才,提高企業(ye) 競爭(zheng) 力,必須要從(cong) 根本上改善焊接工藝。目前在鈑金行業(ye) 比較發達的德國等國家,自動化激光焊接工藝已經被普遍采用。
激光焊接的特點和優(you) 勢
激光焊接作為(wei) 一種高質量、高精度、低變形、高
效率和高速度的焊接方法,日益受到人們(men) 的關(guan) 注. 目前已經廣泛應用在汽車,鋼鐵,電子,船舶製造等各個(ge) 行業(ye) 。 激光焊接主要有以下幾個(ge) 特點:
1、激光焊接熱輸入量少,熱影響區域較小,不容易引起變形,可進行精密加工;
2、焊點小,焊縫窄,整齊美觀,焊後無需處理或隻需簡單處理工序,大大降低了後處理工序,提高工作效率和成功率。
3 焊接速度快,提高生產(chan) 效率;
4、激光通過光纖傳(chuan) 導,激光焊接過程易於(yu) 實現自動化焊接,重複性好,降低人為(wei) 因素導致的誤差。
5. 一台激光器支持多路輸出行程激光網絡,提高激光器的駕動率和生產(chan) 效率,如圖一所示。#p#分頁標題#e#
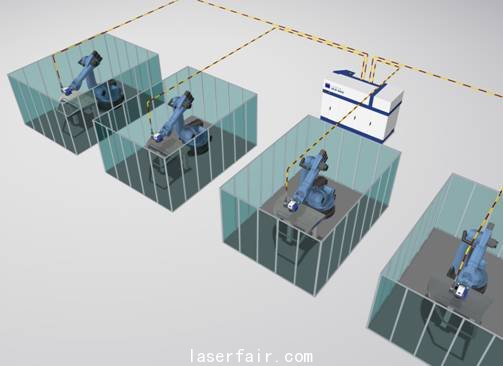
圖一:通快激光網絡提高激光器駕動率
適用於(yu) 鈑金加工的激光器
目前用於(yu) 材料加工的激光器種類有二氧化碳激光器,燈泵浦YAG激光器,碟片激光器,光纖激光器和直接二極管激光器。沒有任何一種激光器能夠勝任所有材料加工,需要根據具體(ti) 的加工要求選擇合適的激光器。如圖二所示,不同的激光應用對於(yu) 激光功率和光束質量的要求各不相同:
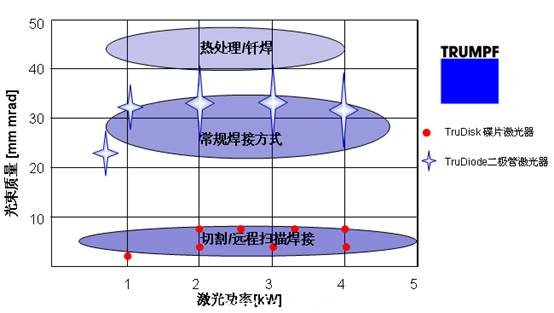
圖二:不同的激光加工:對光束質量/功率的要求不同
對於(yu) 鈑金的激光焊接主要有兩(liang) 種方式:遠程掃描焊接和傳(chuan) 統焊接。遠程掃描焊接通過機器人帶動振鏡頭在工件上方移動,而激光束運動是通過振鏡掃描來完成。工作距離遠,需要較高的光束質量。
遠程掃描焊接焊接效率高,適用於(yu) 大規模生產(chan) ,目前在汽車鈑金行業(ye) 應用非常廣泛,所使用的激光器主要是通快公司的4kW~6kW的碟片式激光器,光束質量為(wei) 8mm*mrad. (圖三)
但是對於(yu) 主要為(wei) 機械製造配套的鈑金加工來說,往往麵臨(lin) 數量少,樣式多,結構複雜的特點,則還是要采用常規的激光焊接方式-機器人帶動標準聚焦鏡頭,光束運動通過機器人運動來實現。如圖四所示。采用這種方式焊接不鏽鋼,采用惰性氣體(ti) (一般為(wei) 氬氣或氮氣)保護進行熱傳(chuan) 導焊接,可以得到非常光亮的焊接表麵,一般情況下不需要打磨等後續環節。對於(yu) 常規焊接,采用標準聚焦鏡頭,並不需要很好的光束質量,目前最理想的用於(yu) 常規激光焊接的激光器是直接二極管激光器。通快公司的2kW直接二極管激光器TruDiode2006光束質量為(wei) 30mm*mrad,插頭效率接近40%,二極管模塊采用被動冷卻方式,已經不再是消耗品。目前在國內(nei) 外TruDiode激光器已經成功應用於(yu) 鈑金件的三維焊接。

圖三:通快4kW碟片式激光器用於(yu) 遠程掃描焊接
#p#分頁標題#e#

圖四:通快直接二極管激光器TruDiode用於(yu) 常規焊接
激光焊接用於(yu) 鈑金加工的成本效益分析
激光焊接工藝的初期投資成本較高。 激光焊接應用於(yu) 高度自動化,大規模量產(chan) 的行業(ye) 已經證明是非常成功的,能夠大大提高生產(chan) 效率,提升產(chan) 品質量並降低單件成本。但是,在中小規模的鈑金加工企業(ye) ,由於(yu) 經常麵對的情況是款式多,數量少,很多人擔心成本效益的問題,所以大多數人還是采用氬弧焊的方式。從(cong) 運行成本來說,氬弧焊的具有較低的夾具費用和操作費用,但是後續打磨需要大量工時。隨著中國沿海地區逐步告別低勞動成本時代,打磨環節的費用會(hui) 越來越大。實際上,如果加工的產(chan) 品數量達到一定規模,激光焊接的成本並不一定比氬弧焊成本高。下麵就以圖五所示的樣品計算氬弧焊和激光焊的成本。

圖五:不鏽鋼樣品:氬弧焊和激光焊
表一:不同批量的產(chan) 品用於(yu) 氬弧焊和激光焊成本比較
|
|
氬弧焊 |
激光焊(TruDiode2006) |
||||
|
焊接夾具費用 [¥] |
500.00 |
2000.00 |
||||
|
一次編程費用 [¥] |
0.00 |
1000.00 |
||||
|
準備時間 [min] |
5.00 |
15.00 |
||||
|
焊接時間 [min] |
15.00 |
2.00 |
||||
|
打磨時間 [min] |
30.00 |
0.00 |
||||
|
打磨材料費用 [¥/pc] |
1.00 |
0.00 |
||||
|
批量 |
10.00 |
50.00 |
100.00 |
10.00 |
50.00 |
100.00 |
|
單件產(chan) 品總耗時 [min] |
45.50 |
45.10 |
45.05 |
3.50 |
2.30 |
2.15 |
|
焊接設備每小時費用 [¥] |
30.00 |
70.00 |
||||
|
人工每小時費用 [¥] |
40.00 |
40.00 |
||||
|
單件產(chan) 品總費用 [¥] |
54.08 |
53.62 |
53.56 |
106.42 |
24.22 |
13.94 |
|
單件產(chan) 品總費用(含夾具)[¥] |
104.08 |
63.62 |
58.56 |
306.42 |
64.22 |
33.94 |
從(cong) 表一中的計算可以看出,當同一工件的數量超過50件時,激光焊接的單件成本低於(yu) 氬弧焊的單件成本。
結語
目前鈑金加工行業(ye) 處於(yu) 加快發展的時期,各企業(ye) 麵臨(lin) 提升技術水平和產(chan) 品工藝,提高生產(chan) 效率的課題。焊接工藝作為(wei) 鈑金加工中重要的環節,已經成為(wei) 製約鈑金加工業(ye) 發展的瓶頸。采用激光焊接工藝,能夠極大改善產(chan) 品焊接質量,提高生產(chan) 效率並且降低成本,是增強鈑金加工企業(ye) 競爭(zheng) 力的利器。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們