




摘 要
本研究主要係針對Kovar合金進行雷射硬焊之界麵接合研究與(yu) 探討。影響Kovar合金雷射硬焊之製程參數有激光束、能量、時間及氣氛等之控製。然而,能量、離焦距離及時間等參數之控製,主要選擇Ag-Cu係共晶溫度(779℃)來進行雷射硬焊實驗,以使BAg-8銀銅硬焊材料在Kovar合金上有較佳之潤濕性。
關(guan) 鍵詞:Kovar合金、BAg-8硬焊合金、共晶溫度、潤濕性
一、前 言
雷射加工技術包含雷射焊接、切割及表麵處理等製程技術。雷射硬焊則是屬於(yu) 材料表麵處理技術,利用雷射熱源進行硬焊處理,除了有入熱量低、變形量小、生產(chan) 效率高之外,還有容易在大氣環境下操作等優(you) 點。良好雷射硬焊的參數控製,使得硬焊材料與(yu) 母材間之稀釋率可大幅降低金屬間介金屬相之生成。因此,有一些異材硬焊報告中指出,與(yu) 鈦合金的反應產(chan) 物是多變的,這是因為(wei) 在一係列的熱處理實驗過程中,原子間反複擴散而發生反應。針對共晶組織之Ag-Cu(熔點為(wei) 780℃)係一般較為(wei) 適用,這是因為(wei) BAg-8銀基硬焊材料具有相當良好的延性,使得兩(liang) 種不同材料所具有不同的熱膨脹係數造成的應力提升[1]。
Fe-Co-Ni合金(Kovar合金)組成係屬於(yu) 一般常見的密封接合鐵鎳合金之一,其具有低熱膨脹係數,且相近於(yu) 硬玻璃材料(硼矽玻璃)。此材料足以符合金屬與(yu) 玻璃組件緊配膨脹之密封特性[2]。目前Fe-Co-Ni合金已廣泛應用在電子工業(ye) 上,諸如能量管與(yu) X光管,以及其他汽車產(chan) 業(ye) 中常用之壓力傳(chuan) 感器與(yu) 光通訊產(chan) 業(ye) 雷射二極管。
二、實驗方法#p#分頁標題#e#
本研究所使用之材料為(wei) Kovar合金,其成份為(wei) 53Fe-29Ni-17Co(wt-%)以及其他微量合金元素。該合金之機械與(yu) 物理性質如表1所示。Kovar合金試片尺寸為(wei) 10×10×0.2mm。所使用之硬焊填料為(wei) 0.3mm直徑之BAg-8銀銅合金硬焊線材,其成份為(wei) 72Ag-28Cu(wt-%)。針對BAg-8之材料編號分別B為(wei) 硬焊(Brazing),Ag代表以銀基為(wei) 底之材料。每個(ge) 試片使用YAG雷射焊機再輔以機械手臂(如圖1所示),進行不同雷射能量、頻率、離焦距離及作用時間之雷射參數試驗。表2所提出的係本試驗所進行測試之雷射硬焊實驗參數表。可進一步了解與(yu) 觀察以雷射硬焊技術施以BAg-8硬焊材料在Kovar合金薄板上潤濕性質的影響。
表1 Kovar合金之機械與(yu) 物理性質[3]
|
合金材料 |
Kovar |
|
熔點(℃) |
1450 |
|
密度(g/cm3) |
8.36 |
|
楊氏係數E(106psi) |
20 |
|
降伏強度(ksi) |
50 |
|
最大破壞強度(ksi) |
75 |
|
電阻值(μΩ‧cm) |
49 |
此外,本實驗試片焊後之顯微組織與(yu) 成份分析,則是利用光學顯微鏡(OM)與(yu) Philip XL30掃瞄式電子顯微鏡(SEM)搭配能量分布光譜儀(yi) (EDS)來進行觀察分析。


圖1 實驗用YAG雷射焊機與(yu) 機械手臂
表2 雷射硬焊參數表
|
項目 |
雷射參數 |
|
連續(CW) |
20% |
|
脈衝(chong) (PW) |
80, 100, 120% |
|
頻率(Freq.) |
500Hz |
|
離焦距離 |
10, 15, 20mm |
|
作用時間 |
1, 2, 5sec |
|
保護氣體(ti) |
Ar |
三、結果與(yu) 討論
針對異種材料接合之研究必須考慮彼此間之潤濕特性。一般而言,皆藉由氣體(ti) 、液體(ti) 及固體(ti) 間之表麵張力來決(jue) 定異材接合的潤濕程度[4]。此外,可由圖#p#分頁標題#e#2之關(guan) 係觀察到當固體(ti) 與(yu) 氣體(ti) 間以及固體(ti) 與(yu) 液體(ti) 間之表麵張力大於(yu) 液體(ti) 與(yu) 氣體(ti) 間之表麵張力時,液體(ti) 隨即會(hui) 散布在固體(ti) 表麵上;若液體(ti) 與(yu) 氣體(ti) 間之表麵張力遠比其他兩(liang) 者來的大時,該液體(ti) 將會(hui) 凝聚成一顆球狀物。也就是說當潤濕角為(wei) 時,定義(yi) 該接合之潤濕性為(wei) 佳;反之,若兩(liang) 者之潤濕角為(wei) 時,該潤濕性則為(wei) 不良。
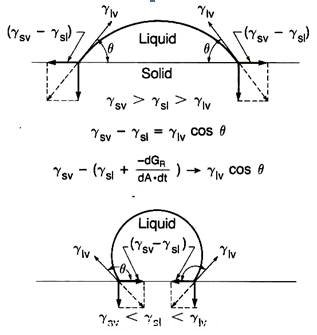
圖2 氣體(ti) 、液體(ti) 及固體(ti) 間之表麵能關(guan) 係[4]
過去使用氬氣之氣氛爐進行BAg-8硬焊材料於(yu) Kovar合金之潤濕性,由於(yu) 銀銅合金之液態/氣態表麵張力(γlv)遠大於(yu) Kovar合金之表麵張力(γsl與(yu) γsv),以致於(yu) 凝聚成自由能量最小(ΔG<0)之球形,如圖3(a)所示。然而,由圖3(b)可觀察到在離焦之雷射參數作用下,該潤濕性遠比氣氛爐之型態來的佳。相較下兩(liang) 者相異之處主要在於(yu) 雷射照射與(yu) 熱處理爐內(nei) 高溫作用之時間,由於(yu) 在氣氛爐中因長時間在升溫、持溫及降溫的環境下,足以有充分的時間讓銀銅合金逐漸凝聚成球狀。而雷射由於(yu) 瞬間的升溫與(yu) 降溫使得硬焊材料無足夠的時間產(chan) 生球形凝聚。
圖4顯示在相同雷射功率(CW:20%, PW:100%, Freq.:500Hz)以及1秒作用時間下,當離焦距離為(wei) 10mm時,焊道表麵寬度為(wei) 4mm;當離焦距離為(wei) 15mm時,硬焊外觀表麵寬度達6mm。這是由於(yu) 光束尺寸隨著離焦距離的增加而擴大,由公式(1)可得知聚焦後雷射光焦點直徑(d0)會(hui) 隨著波長(λ)#p#分頁標題#e#、陵鏡焦距(f)及雷射光直徑(D)而改變。本實驗使用YAG雷射之波長為(wei) 1.064μm、焦距為(wei) 120mm及雷射光直徑為(wei) 0.6mm代入公式(1)後,可獲得聚焦後激光束直徑d0為(wei) 0.52mm。
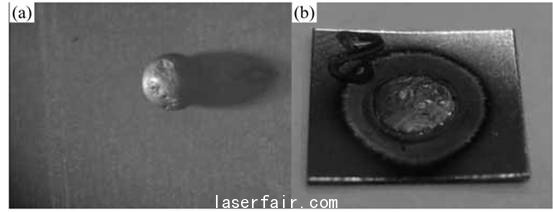
圖3 (a)氣氛爐與(yu) (b)雷射作用下銀銅硬焊材料潤濕性之比較
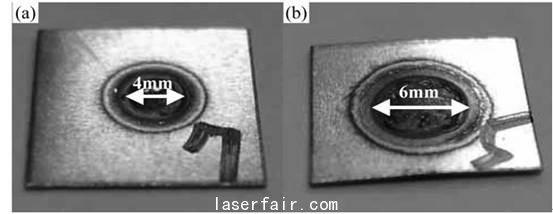
圖4 不同離焦距離(a)10mm與(yu) (b)15mm之硬焊外觀
d0=2.44×(λ‧f)/D (1)
由圖5之激光束示意圖來可測量聚焦後激光束尺寸,其中S:光束直徑小於(yu) √2d0之範圍,在S範圍內(nei) 之聚焦激光束為(wei) 0.73mm,此光束尺寸為(wei) 雷射焊接所允許範圍。在此範圍之外即稱為(wei) 離焦模式,光束尺寸逐漸擴大,因此相對的單位麵積能量密度也隨之降低。
嚐試以不同的雷射功率,相同的照射時間進行試驗。圖6顯示隨著雷射功率的提升#p#分頁標題#e#(CW:20%, PW:120%),將會(hui) 提高硬焊熔深,但容易造成氣孔的生成。在本實驗中,因為(wei) 試驗材料之厚度較薄而成為(wei) 焊接模式,使得銀銅合金與(yu) Kovar合金元素完全混合。當雷射功率降低(CW:20%, PW:80%)時,銀銅合金僅(jin) 表麵與(yu) Kovar合金產(chan) 生稀釋作用。BAg-8銀銅合金通常使用在銅以及銅合金材料,且適合在具有保護氣氛之爐內(nei) 進行無焊藥之硬焊試驗,其特性與(yu) 其他添加焊藥之硬焊製程有較佳的潤濕特性。
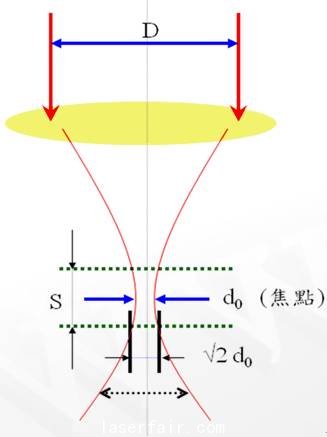
圖5 激光束參數示意圖
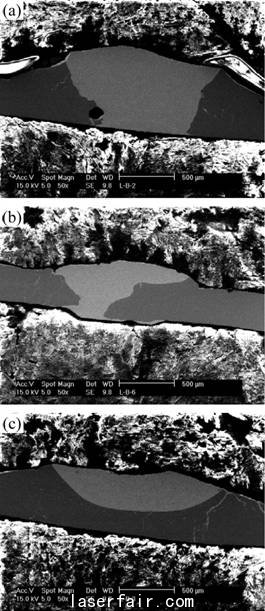
圖6 不同雷射功率所造成之巨觀組織
當BAg-8銀銅合金在熱處理爐內(nei) 進行硬焊時,熔融較具有流動性以及在工件表麵流動。相對於(yu) 不鏽鋼、鎳基超合金及碳鋼等材料上之流動性較其他材料為(wei) 差。因此需要較高之硬焊溫度來提升BAg-8硬焊材料之流動性與(yu) 潤濕性。所以提高雷射功率,使得硬焊材料在較高溫度作用下,流動較快而擴散進入Kovar合金基材內(nei) 。且隨著溫度梯度之關(guan) 係,由工件頂部往底部采不規則型式之擴散流動(如圖7所示)。圖8觀察到在硬焊界麵上靠近硬焊材料處會(hui) 有島狀組織的形成(紅色箭頭所示),且銀銅合金之流動係沿著Kovar合金之晶界擴散(黑色箭頭所示)。相對會(hui) 弱化Kovar合金晶界間之機械性質。因此進行雷射硬焊製程,尚須控製在最佳的雷射功率、光束尺寸及光束模式等,避免Kovar合金之晶界有液態銀銅合金擴散。
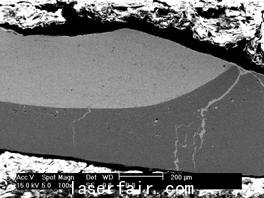
#p#分頁標題#e#圖7 BAg-8銀銅硬焊合金流動之外觀
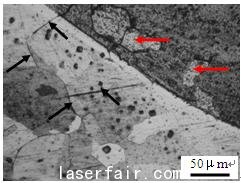
圖8 BAg-8銀銅硬焊合金界麵之微觀組織
其次,當離焦距離超過15mm而達到20mm時,由於(yu) 銀銅合金線材的量較少,使得硬焊合金經雷射光照射後完全吸收而熔融。但是部分雷射光直接照射於(yu) Kovar合金薄板上,由於(yu) 合金薄板之厚度較薄,使得材料散熱效果較差,導致薄板完全接收雷射光能量,而無法迅速凝固,進而導致破孔之生成(如圖9所示)。
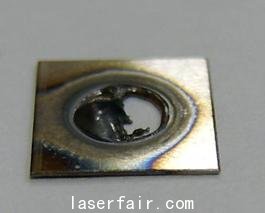
圖9 離焦過大之雷射硬焊外觀
四、結 論
1.BAg-8硬焊材料於(yu) Kovar合金在氣氛爐中之潤濕性,由於(yu) 銀銅合金之液態/氣態表麵張力(γlv)遠大於(yu) Kovar合金之表麵張力(γsl與(yu) γsv),以致於(yu) 凝聚成自由能量最小(ΔG<0)之球形。
2.BAg-8硬焊合金材料相對於(yu) 不鏽鋼、鎳基超合金及碳鋼等材料上之流動性較其他材料為(wei) 差。因此需要較高之硬焊溫度來提升BAg-8硬焊材料之流動性與(yu) 潤濕性。
#p#分頁標題#e#3.BAg-8硬焊材料在雷射硬焊製程的作用下,流動較快而擴散進入Kovar合金基材內(nei) 。且隨著溫度梯度之關(guan) 係,采不規則型式之擴散流動。
4.在硬焊界麵上靠近硬焊材料處會(hui) 有島狀組織的形成,且銀銅合金之流動係沿著Kovar合金之晶界擴散。
5.由於(yu) 合金薄板之厚度較薄,使得材料散熱效果較差,導致薄板完全接收雷射光能量,而無法迅速凝固,進而導致破孔之生成。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們