




使用激光切割和焊接銅及銅合金
材料——銅(Cu)0.2mm板
簡介
銅是激光焊接中最具挑戰性的材料,將它焊接到其它比較便宜的材料上,比如鋼,更是困難。這項工作的目的在於(yu) 展示光纖激光器在加工這樣的新穎材料時的能力。受製於(yu) 將銅焊到不鏽鋼上的挑戰性,所以這個(ge) 應用不是很廣泛。但是太陽能電池板的焊接可以展示這種技術。




銅板 銅在電子工業(ye) 中經常被用在電路板上,或用作催化劑
配置
激光器:200W SPI水冷光纖激光器
加工頭:激光機製
焦距:50mm,用於(yu) 切割和焊接的光學三件套,沒有擴束裝置
工藝氣體(ti) :氧氣,切割時0.8MPa,焊接時低流量氬氣
配件:進行銅焊接時可能需要一個(ge) 隔離器
應當注意到的是,考慮到融化的焊珠會(hui) 變得具有非常高的反射率,導致可能會(hui) 把功率反射回激光器,所以當進行銅焊接時光隔離器是十分必要的。
實驗過程:
使用變化的激光參數和一係列的切割速度,製造出了一係列的20mm長的直角切割。由於(yu) 裝配問題,不可能精確的把切口重新焊接到材料中,所以需要製作很多直角形狀的堆焊焊縫。
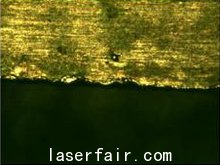
圖(1)6m/min速度切割的銅的底麵
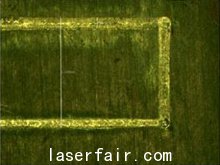
圖(2)1.5mm/min焊接的銅
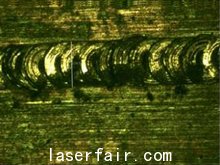
圖(3)低占空比脈衝(chong) 焊接

圖(4)2m/min,100Hz,1.25ms焊接的寬度
結果:
圖1是6m/min速度切割的銅的底麵,可以看到一些毛刺。
加工參數
激光功率:200W,190W平均功率
重複頻率:100Hz
脈衝(chong) 寬度:0.8ms 圖2展示了低占空比時的焊接。
加工參數
激光功率:200W,26W平均功率
重複頻率:100Hz
脈衝(chong) 寬度:1.33ms
圖3展示了低占空比時的脈衝(chong) 焊接的過程。
加工參數
重複頻率:200Hz
脈衝(chong) 寬度:0.12ms 圖2、3、4說明使用脈衝(chong) 和連續波激光都可以進行焊接。這些焊縫最窄可以到0.15mm,最寬可以到1mm,這取決(jue) 於(yu) 實際焊接中的熱流動情況。
結論
對於(yu) 為(wei) 什麽(me) 可以使用這麽(me) 寬範圍的激光參數還有為(wei) 什麽(me) 可以用幾乎完全一樣的激光參數來完成這麽(me) 寬範圍的焊接寬度,還需要做進一步的研究工作。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們