




通常來說,矽晶圓是由金剛石鋸切割好的,偶而也有用劃線器和剝裂加工的,但劃線器和剝裂加工具有一定的局限性,它們(men) 隻能平直劃線,且容易缺邊。隨著激光器技術的不斷完善發展,越來越多的矽片加工采用激光技術,激光器在矽晶圓加工領域的主要應用有切割、劃刻、打孔和打標等。目前用於(yu) 矽片加工的主要激光光源為(wei) 倍頻YVO4綠光、紫外光等,但倍頻YVO4激光器操作費時,且價(jia) 格昂貴,使其應用受到了一定限製。光纖激光器憑借較高的光束質量、較寬的脈衝(chong) 頻率調節範圍和較低的成本,使其在矽晶圓加工方麵的應用日益獲得飛速發展。
SPI光纖激光器簡介
目前SPI公司的產(chan) 品主要分為(wei) 連續光纖激光器和脈衝(chong) 光纖激光器兩(liang) 大類。連續光纖激光器包括25~400W係列產(chan) 品,脈衝(chong) 光纖激光器包括10~40W係列產(chan) 品。連續光纖激光器主要用於(yu) 矽片切割;脈衝(chong) 光纖激光器主要用於(yu) 矽片劃刻、打孔和打標等。
G3脈衝(chong) 激光器——與(yu) 基於(yu) Q開關(guan) 技術的光纖激光器不同的是,SPI公司的10~40W G3(第三代)脈衝(chong) 激光器采用主振蕩功率放大(MOPA)技術,由於(yu) 其輸出頻率是由種子光的頻率決(jue) 定的,而種子激光的頻率可通過電調製的方式直接控製,因此該激光器具有連續輸出(當種子光的輸出為(wei) 連續輸出時)和脈衝(chong) 輸出(當種子光的輸出為(wei) 脈衝(chong) 輸出時) 兩(liang) 種操作模式。在脈衝(chong) 模式下,40W脈衝(chong) 激光器重頻率範圍為(wei) 1~500kHz,峰值功率可達20kW,單脈衝(chong) 能量可達1.25mJ,脈衝(chong) 寬度可達10nm,並且內(nei) 置25種波形可供選擇。平均功率、峰值功率、脈衝(chong) 頻率和脈衝(chong) 寬度等參數可根據應用需求調整,從(cong) 而極大地拓寬了G3激光器在矽片加工領域的應用範圍,極大地提高了加工效率。
R4連續激光器係統——SPI公司的連續激光器包括25~200W風冷激連續光器和100~400W水冷連續激光器,最大調製頻率為(wei) 100kHz,輸出功率穩定性為(wei) ±0.5%。
激光切割晶圓
SPI公司最近發明了一種能獲得超高切割質量的高速晶圓切割方法。用200W連續光纖激光器在200μm (0.008”)厚的多晶矽上以10m/min的速度切割,可以獲得相當平滑的、沒有任何裂紋的切割邊緣 ,以及寬度40μm的非常平行的無裂紋切口。即使在晶圓厚度達1.2mm(0. 05”)時,仍能以超過1m/min的速度實現超高質量切割,能與(yu) 現有的其他切割方法相匹敵。表1中的數據表明了光纖激光器在矽晶圓切割應用中的競爭(zheng) 性優(you) 勢。
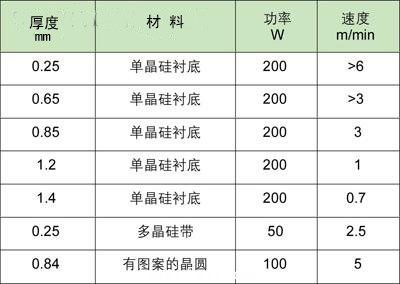
表1:SPI 連續激光器切割參數
目前,SPI正在為(wei) 該加工方法申請專(zhuan) 利。該方法可以實現優(you) 異的切割邊緣質量,圖1顯示了用50W連續光纖激光器獲得的切割質量。甚至在切割有圖案的晶圓時,也能獲得高質量的頂部邊緣,無任何裂紋顯示(見圖2)。這種新的切割方法也可以像現有的金剛石割鋸技術一樣加工出平直的形狀。
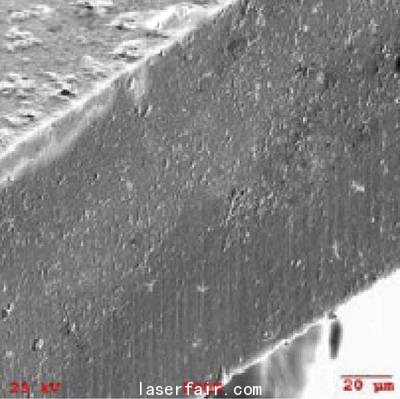
圖1:50W連續激光器切割250μm 厚矽帶,切割速度為(wei) 2.5m/min。
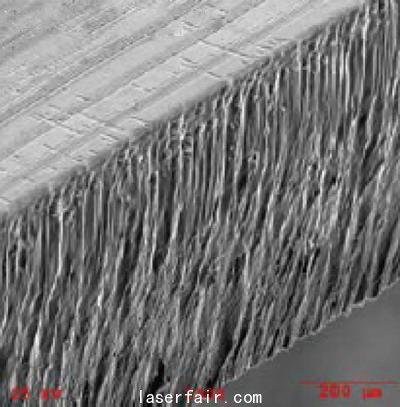
圖2:200W連續激光器切割有電路圖的厚度為(wei) 0.8mm (0.03”)的晶圓,切割速度為(wei) 3.5m/min。
SPI的脈衝(chong) 激光器也可以有效地用於(yu) 矽切割或劃線,用20W的光纖激光器,參數設置為(wei) 65kHz的重複頻率和75ns脈衝(chong) 長度,可以在200μm厚的晶圓上以200mm/min的速度切割。這就產(chan) 生了一個(ge) 以重新固化的矽結核為(wei) 特征的切割邊緣 (見圖3)。
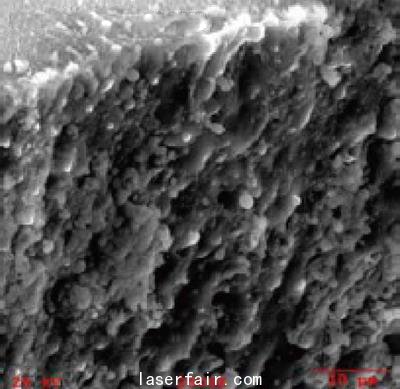
圖 3:20W 光纖激光器切割的樣品:100 μm厚矽片,多次、有效速度250mm/min,重複頻率25kHz,脈衝(chong) 長度200ns。
激光矽晶圓打孔
SPI的脈衝(chong) 激光器通過脈衝(chong) 波形控製實現了很大的靈活性,能在鑽孔應用中大顯身手。更大的振幅意味著更大的峰值功率。波形WF0提供的更高的峰值功率和脈衝(chong) 能量,能產(chan) 生更大直徑的孔。改變頻率,峰值功率和脈衝(chong) 能量隨之改變,孔徑也隨之變化。因此微米級的不同孔徑,能通過激光器的頻率和脈衝(chong) 特征加以改變。圖4所示為(wei) 20W 光纖激光器用不同的脈衝(chong) 特征,在矽片上加工出的幾個(ge) 孔。
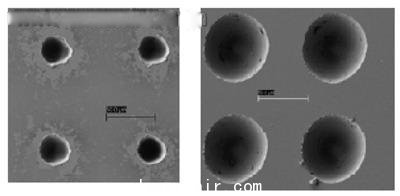
圖 4:20W脈衝(chong) 激光器參數設定:脈衝(chong) 頻率500 kHz、波形WF5 (上圖);脈衝(chong) 頻率25kHz、波形WF0 (下圖)。左圖孔徑為(wei) 25μm,右圖孔徑為(wei) 50μm。
從(cong) 圖4中可以看出,激光鑽孔可以產(chan) 生寬範圍的孔徑,這也顯示了SPI 20W脈衝(chong) 激光器的靈活性。采用163mm 焦距和8mm的輸入光束直徑,可以獲得很好的加工效果。
在鑽孔過程中,材料被清除出孔,而碎屑留在表麵。但是,碎屑傾(qing) 向於(yu) 低粘性,並且可用超聲波來清除。超聲波清洗的好處在於(yu) 它是在水中進行的,這要比起傳(chuan) 統的用酸清洗要溫和得多。
有時也會(hui) 用到盲孔。這種要求實現一個(ge) 平滑的內(nei) 部輪廓。圖5是用20W脈衝(chong) 激光器在矽片上鑽出的一個(ge) 盲孔。
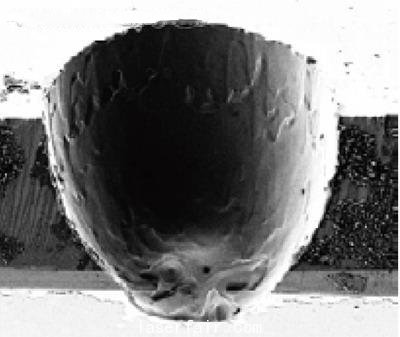
圖5:用20W脈衝(chong) 激光器在矽片上打出的盲孔。
激光矽晶圓劃線
20W HS 脈衝(chong) 光纖激光器可以用來標刻矽。劃線應用的要求包括窄線、低HAZ(熱影響區)、最小化表麵碎屑和無鋸痕。在低重複頻率、高脈衝(chong) 能量時,會(hui) 產(chan) 生很深的劃痕,但HAZ更高,碎屑更多。在高重複頻率、低脈衝(chong) 能量時,可以更好地控製輸入熱量,相應地減少了HAZ和碎屑的影響。盡管這時劃線不夠深,但可以經過多次脈衝(chong) 保證所需的深度。圖6顯示的是在不同速度下(mm/s)的劃線情況,使用的是焦距163mm、頻率25kHz、WF0和輸入光束直徑6.5mm的20W激光器。
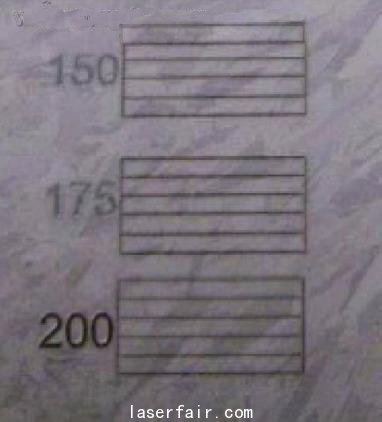
圖6:用20W脈衝(chong) 激光器在150mm/s、175mm/s和200mm/s的不同速度下進行矽劃線。
圖7顯示了用25kHz、WF0和速度500mm/s的激光器在矽上劃線。劃痕已經被超聲波清理過。
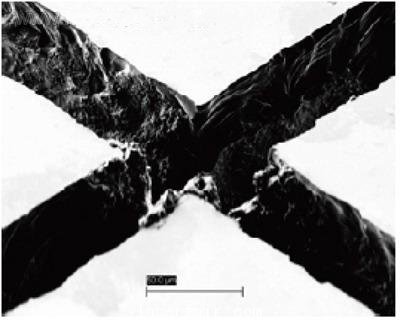
圖7:用20W脈衝(chong) 激光器在矽片上刻槽,激光參數設定:速度500mm/s,脈衝(chong) 頻率25kHz,波形WF0 。刻槽寬度約為(wei) 35μm。
激光晶圓打標
20W HS也能用於(yu) 矽打標。用低能量脈衝(chong) 可以獲得平滑甚至低蒸發產(chan) 生融化的標記。圖8顯示了用20W、375kHz的激光器打標的優(you) 異效果。
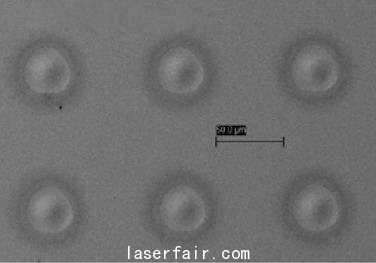
圖8:用20W脈衝(chong) 激光器在375kHz脈衝(chong) 頻率下打標所實現的良好效果。
從(cong) 上麵的應用實例可以看出,通過對同一台激光器進行不同設置,根據材料的特點,選擇不同的波形、脈衝(chong) 頻率等參數,可分步驟地對材料進行精細加工,從(cong) 而得到最佳加工效果。
SPI脈衝(chong) 激光器的最大特點是用戶可對激光輸出的波形、脈衝(chong) 寬度、脈衝(chong) 頻率、單脈衝(chong) 能量,以及平均輸出功率等參數進行選擇,從(cong) 而針對不同材料選擇一組最佳參數組合,以達到最佳加工效果。#p#分頁標題#e#
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們